
Heim / Nachricht / Branchennachrichten / Aluminiumgussprojekte: Prozesse, Legierungen und Designleitfaden
Aluminiumguss-Anleitung
Was sind Aluminiumguss Projekte – und warum sie die moderne Fertigung dominieren
Aluminiumgussprojekte reichen von kleinen Hobby-Güssen im Hinterhof bis hin zu großvolumigen industriellen Produktionsläufen für die Luft- und Raumfahrt- und Automobilbranche. Die kurze Antwort: Aluminiumguss ist eine der vielseitigsten, kostengünstigsten und skalierbarsten Metallbearbeitungsmethoden, die heute verfügbar sind, und die Bandbreite realisierbarer Projekte – von dekorativen Gartenskulpturen bis hin zu strukturellen Motorblöcken – ist wirklich enorm. Wenn Sie prüfen, ob ein Aluminiumgussverfahren für Ihre Anwendung geeignet ist, lautet die Antwort fast immer „Ja“, vorausgesetzt, Sie wählen das richtige Gussverfahren für Ihre Geometrie, Toleranzanforderungen und Produktionsmenge.
Die Dichte von Aluminium liegt bei ungefähr 2,7 g/cm³ , weniger als ein Drittel der von Stahl, dennoch erreichen moderne Aluminiumlegierungen Zugfestigkeiten über 500 MPa. Dieses Verhältnis von Festigkeit zu Gewicht hat den Aluminiumguss in so viele anspruchsvolle Bereiche gebracht. Der weltweite Markt für Aluminiumguss wurde auf ca. geschätzt 67,5 Milliarden US-Dollar im Jahr 2023 Laut den von Grand View Research veröffentlichten Daten wird das Volumen bis 2030 voraussichtlich 95 Milliarden US-Dollar überschreiten – eine durchschnittliche jährliche Wachstumsrate, die größtenteils auf die Einführung von Elektrofahrzeugen (EV) und Leichtbauvorschriften in allen Transportbranchen zurückzuführen ist.
Dieser Artikel deckt die gesamte Landschaft ab: die wichtigsten Gussverfahren, die besten Aluminiumlegierungen für bestimmte Projekttypen, Designregeln, die Fehler verhindern, reale Projektbeispiele mit Produktionsdaten, Endbearbeitungstechniken und einen ehrlichen Blick auf Kosten- und Lieferzeiterwartungen. Ganz gleich, ob Sie als Hersteller einen ersten Sandgussguss planen oder als Produktingenieur Druckgusswerkzeuge bewerten, die folgenden Informationen sind so zusammengestellt, dass sie sofort nützlich sind.
Die fünf Kerngussverfahren für Aluminium – im Vergleich
Die Wahl des richtigen Verfahrens ist die wichtigste Entscheidung bei jedem Aluminiumgussprojekt. Jede Methode bietet ein anderes Gleichgewicht zwischen Werkzeugkosten, Oberflächenbeschaffenheit, Maßtoleranz, Mindestwandstärke und wirtschaftlicher Bestellmenge. Die folgende Tabelle destilliert die praktischen Kompromisse.
| Prozess | Werkzeugkosten | Oberflächenbeschaffenheit (Ra) | Toleranz (typisch) | Bester Lautstärkebereich | Min. Wandstärke |
|---|---|---|---|---|---|
| Sandguss | Niedrig (500–5.000 $) | 12–25 µm | ±0,5–1,5 mm | 1–5.000 Stk | 3–5 mm |
| Dauerform (Schwerkraftform) | Mittel (5.000–30.000 $) | 3–6 µm | ±0,25–0,5 mm | 1.000–50.000 Stk | 2–3 mm |
| Hochdruck-Druckguss (HPDC) | Hoch (20.000–200.000 US-Dollar) | 1–2 µm | ±0,05–0,15 mm | 10.000–1.000.000 Stk | 0,8–1,5 mm |
| Feinguss (Wachsausschmelzverfahren) | Mittelhoch (3.000–50.000 $) | 1,5–3 µm | ±0,1–0,25 mm | 100–20.000 Stk | 1–2 mm |
| Verlorener Schaumguss | Niedrig-Mittel (1.000–15.000 $) | 5–10 µm | ±0,3–0,8 mm | 500–30.000 Stk | 2–4 mm |
Sandguss: Der Einstiegspunkt für kundenspezifische Aluminiumprojekte
Sandguss ist nach wie vor die am besten zugängliche Aluminiumgussmethode für kundenspezifische Arbeiten, Kleinserien oder Prototypen. Grüner Sand (eine Mischung aus Quarzsand, Bentonitton und Feuchtigkeit) wird um ein Holz- oder Urethanmuster gepackt, das Muster entfernt und geschmolzenes Aluminium – typischerweise bei 660–720 °C – in den Hohlraum gegossen. Die Zykluszeiten sind im Vergleich zum Druckguss langsam, es gibt jedoch grundsätzlich keine Obergrenze für die Größe. Das GM Casting-Werk in Defiance, Ohio, gießt Sandguss-Aluminium-Motorblöcke mit einem Gewicht von jeweils über 40 kg mithilfe automatisierter Matchplate-Formlinien – ein Beweis dafür, dass Sandguss bei richtiger Werkzeugbestückung weit über den Hobbygebrauch hinausgeht.
Für Hinterhof-Gießereiprojekte lässt sich Grünsand kostengünstig mischen und wiederverwenden. Ein einfacher zweiteiliger Kolbenaufbau kann bei Legierungen wie A356 oder 319 hervorragende Ergebnisse liefern. Die kritische Variable ist der Feuchtigkeitsgehalt: zu nass führt zu Dampfporosität; zu trocken bricht zusammen. Das Ziel ist ungefähr 2–4 Gew.-% Feuchtigkeit , leicht mit einem Quetschtest zu überprüfen.
Hochdruck-Druckguss: Volumen, Präzision und dünne Wände
HPDC spritzt geschmolzenes Aluminium mit einem Druck von 100 bar in eine gehärtete Stahlform 10–175 MPa und füllt den Hohlraum in Millisekunden. Der Prozess ist außergewöhnlich schnell – Zykluszeiten von 30–120 Sekunden sind für mittelkomplexe Teile üblich – und produziert endkonturnahe Teile mit Wandstärken von nur 0,8 mm in optimierten Designs. Der Automobilsektor ist der dominierende Nutzer. Nach Angaben der Aluminium Association ca 75 % aller Aluminiumgussteile im Automobilbereich werden über HPDC hergestellt, darunter Motorkurbelgehäuse, Getriebegehäuse und zunehmend auch große Strukturbauteile, die mit Megagussmaschinen (Gigapressen) mit Schließkräften von bis zu 9.000 Tonnen hergestellt werden, einer Technologie, die von Tesla entwickelt wurde und jetzt von Toyota, Volvo und anderen übernommen wird.
Der Hauptnachteil von HPDC ist die Porosität: Durch den Lufteinschluss beim schnellen Füllen entstehen mikroskopisch kleine Hohlräume, die die strukturelle Integrität beeinträchtigen und eine Wärmebehandlung verhindern können. Vakuumunterstützter Druckguss (VADC) reduziert dies erheblich, ermöglicht eine T6-Wärmebehandlung und erhöht die Zugfestigkeit selbst bei sekundären Siliziumlegierungen auf über 300 MPa.
Aluminiumgusslegierungen – passendes Material für Projektanforderungen
Nicht alle Aluminiumlegierungen lassen sich gleich gut gießen oder verhalten sich gleich. Aluminiumgusslegierungen werden durch ein vierstelliges System (z. B. A380, A356, 319) gekennzeichnet, das ihre primären Legierungselemente und Zusammensetzung angibt. Die Wahl der Legierung beeinflusst Fließfähigkeit, Heißreißfestigkeit, mechanische Festigkeit, Korrosionsbeständigkeit und Bearbeitbarkeit – alle diese Faktoren variieren erheblich zwischen den Legierungsfamilien.
A380
A380 – Das Allzweck-HPDC-Arbeitstier
A380 (Al-Si8,5Cu3,5) macht mehr als aus 85 % aller Aluminium-Druckgussteile in Nordamerika, laut Aluminium Association. Sein hoher Siliziumgehalt (7,5–9,5 %) sorgt für hervorragende Fließfähigkeit und minimale Schrumpfung, während Kupferzusätze die Zugfestigkeit im Gusszustand auf 317 MPa erhöhen. Nicht zum Eloxieren geeignet (Kupfergehalt führt zu Fleckenbildung), nimmt aber Pulverbeschichtung und Farbe außergewöhnlich gut auf. Wird für Elektronikgehäuse, Kfz-Halterungen, Elektrowerkzeuggehäuse und Pneumatikverteiler verwendet.
A356
A356 – Die Struktur- und Aussehenslegierung
A356 (Al-Si7Mg0,3) ist die Standardwahl für Sand- und Dauerformprojekte, bei denen eine T6-Wärmebehandlung geplant ist. Nach Lösungsbehandlung bei 538 °C und künstlicher Alterung bei 154 °C liefert A356-T6 eine Zugfestigkeit von 262 MPa und Streckgrenze von 186 MPa — wesentlich besser als die Werte im Gusszustand. Der niedrige Kupfergehalt bedeutet, dass es sauber eloxiert werden kann, was es für architektonische Gussteile, Beleuchtungskörper, Aftermarket-Räder und Gehäuse für die Luft- und Raumfahrt beliebt macht. Die hervorragende Schweißbarkeit der Legierung ist ein zweiter Vorteil bei Reparatur- oder Fertigungsarbeiten.
319
319 – Automobil- und allgemeiner Maschinenbau
319 (Al-Si6Cu3,5) ist die traditionelle Wahl für sandgegossene Motorkomponenten – Zylinderköpfe, Ansaugkrümmer und Getriebegehäuse. Sein Kupfergehalt sorgt für eine gute Festigkeit bei erhöhten Temperaturen, was wichtig ist, wenn die Betriebsumgebung 150 °C übersteigt. Ford, GM und Chrysler verwenden seit Jahrzehnten Legierungen der 319-Familie für Stößelstangen- und OHC-Motorköpfe. Die Legierung lässt sich sauber verarbeiten und lässt sich ziemlich gut hart eloxieren, wenn der Kupfergehalt auf das untere Ende der Spezifikation beschränkt wird.
535
535 (Almag 35) – Marine- und korrosionsbeständige Projekte
Für Projekte, die Salzwasser oder Umgebungen mit hoher Luftfeuchtigkeit ausgesetzt sind – Schiffsbeschläge, Küstenarchitekturelemente, Ausrüstung für die chemische Verarbeitung – bietet 535 (Al-Mg6,8) eine außergewöhnliche Korrosionsbeständigkeit, gute Schweißbarkeit und eine natürlich glänzende Oberfläche nach dem Eloxieren. Sein geringerer Siliziumgehalt erschwert das Gießen (höhere Anfälligkeit für Heißrisse) und erfordert eine sorgfältige Angusskonstruktion und kontrollierte Gießtemperaturen. Die Zugfestigkeit im Gusszustand beträgt ca 240 MPa , vergleichbar mit A356-T6, ohne dass eine Wärmebehandlung erforderlich ist.
Beispiele aus der Praxis für Aluminiumgussprojekte aus verschiedenen Branchen
Die Bandbreite der in der aktiven Produktion befindlichen Aluminiumgussprojekte ist größer, als den meisten Menschen bewusst ist. Die folgenden Beispiele decken Hobby-, Industrie-, Architektur- und Verbraucherproduktkontexte ab, jeweils mit relevanten Prozess- und Legierungsdaten.
01
Backyard Foundry: Messerschutz und Polster aus sandgegossenem Aluminium
Ein beliebtes Aluminiumguss-Einstiegsprojekt in der Maker-Community umfasst das Sandgießen von Messerschutz, Fingerschutz und Polstern für kundenspezifische Klingen. Die Teile sind klein (typischerweise unter 50 g), geometrisch einfach und tolerieren die für Grünsandguss typische Oberflächenrauheit. A356- oder Altkolben (häufig 4032-Legierung) funktionieren gut. Die Schmelzetemperatur sollte beibehalten werden 700–730°C um eine vollständige Füllung ohne übermäßige Gasaufnahme sicherzustellen. Durch die Endbearbeitung mit Nass- und Trockenschleifpapier der Körnung 120 bis 600 und anschließendes Polieren wird ein nahezu spiegelndes Erscheinungsbild erreicht, ohne dass eine Wärmebehandlung nach dem Guss erforderlich ist.
02
Architektonischer Aluminiumguss: Säulenkappen, Geländer und Zierplatten
Architektonische Aluminiumgussprojekte haben eine lange Geschichte – die 1884 installierte Aluminiumkappe auf dem Washington Monument ist nach wie vor eine der frühesten dokumentierten Anwendungen von Präzisionsaluminiumguss. Moderne Architekturprojekte verwenden Dauerform- oder Sandguss mit A356- oder 535-Legierungen. Zu den typischen Anwendungen gehören dekorative Treppengeländer, dekorative Säulenkapitelle, Gebäudefassadenplatten und kundenspezifische Türbeschläge. Die Eloxierung – insbesondere die Harteloxierung auf 25–50 µm – bietet einen dauerhaften, wartungsarmen Korrosionsschutz, der entsprechend den Designvorgaben eingefärbt werden kann. Mehrere Hersteller in der Golfküstenregion liefern Sandguss-Architekturelemente mit Lieferzeiten von 4–8 Wochen für individuelle Muster .
03
Automobil: HPDC-Motorblöcke und Strukturgussteile
Moderne Kompaktwagenmotoren verwenden fast überall Aluminiumlegierungsblöcke. Der 2004 eingeführte BMW N52 Reihensechszylinder verwendet einen Magnesium-Aluminium-Verbundblock mit einer Grundplatte aus Gussaluminium und ein vom A380 abgeleitetes Kurbelgehäuse – ein Design, das sich durchsetzt 10 kg vom früheren Eisenblockmotor. Moderne EV-Batterieträgerstrukturen, wie sie beispielsweise in den Plattformen Rivian und Hyundai Ioniq verwendet werden, sind HPDC-Aluminiumgussteile mit mehreren Hohlräumen und integrierten Kühlkanälen, die bis zu sieben zuvor separate gestanzte und geschweißte Teile in einem einzigen Endformgussteil kombinieren. Diese Konsolidierung verkürzt die Montagezeit und verbessert die Struktursteifigkeit bei etwa 30 % geringerer Masse im Vergleich zu gleichwertigen Stahlkonstruktionen.
04
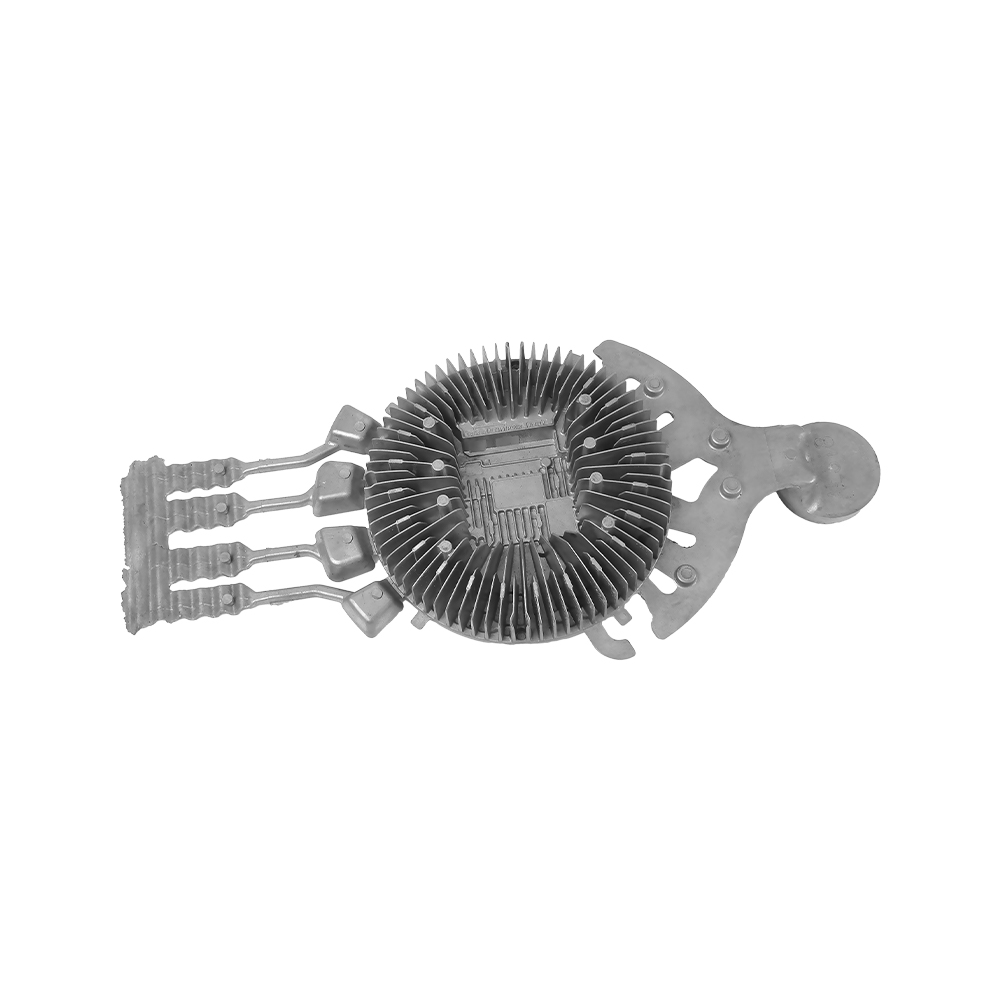
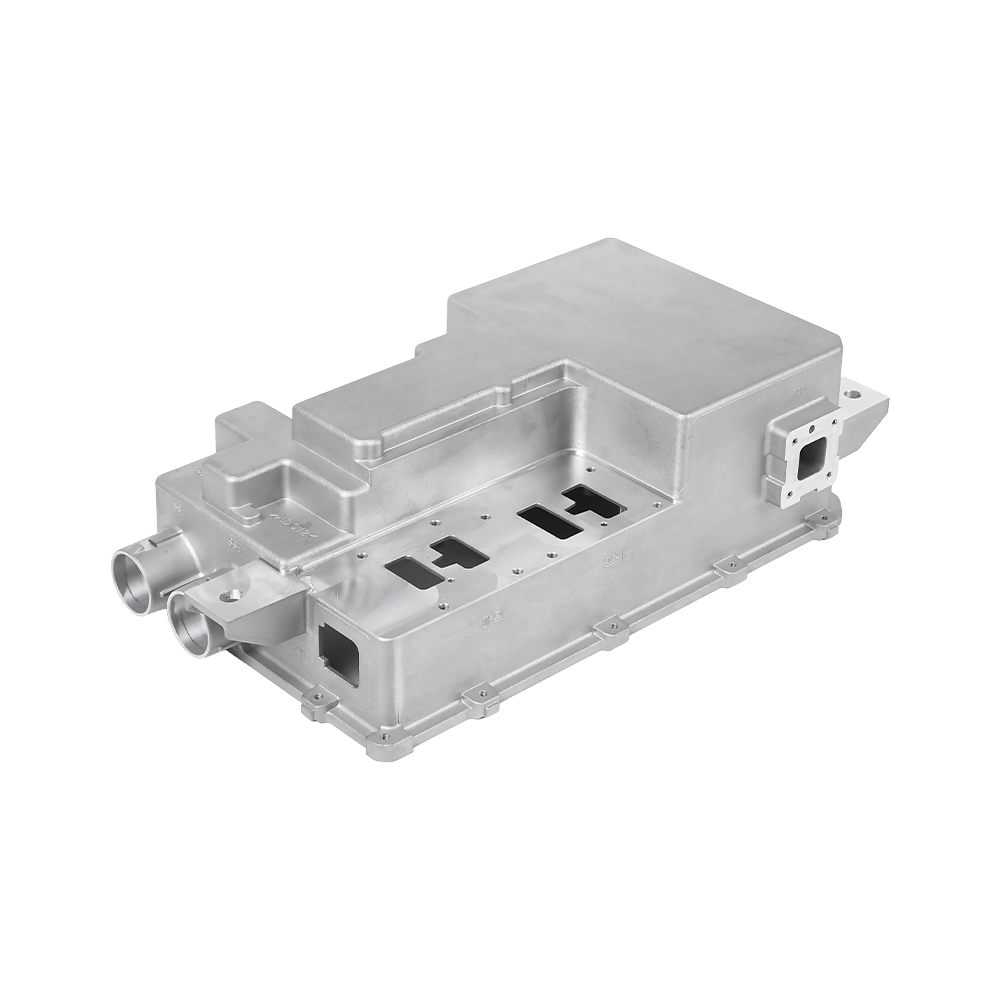
Elektronikgehäuse: Wärmemanagement durch Gießen
Hochleistungselektronik – Motorantriebe, Wechselrichter, Telekommunikations-Basisstationsverstärker, LED-Treiber – verwenden häufig Aluminiumguss für Gehäuse, da das Material gleichzeitig als Gehäuse und Kühlkörper dient. A380 HPDC-Gehäuse mit integrierten Lamellen erreichen Wärmewiderstandswerte von 0,5–1,5°C/W in natürlicher Konvektion, ausreichend für viele industrielle Anwendungen ohne Umluft. Für HF-Abschirmungsanwendungen sorgt eine Wandstärke von 3–5 mm im A380 für eine effektive Dämpfung über 500 MHz. Feinguss wird bevorzugt, wenn für flüssigkeitsgekühlte Kühlplatten eine komplexe interne Strömungskanalgeometrie erforderlich ist.
05
Luft- und Raumfahrt: Strukturelle Halterungen und Gehäuse aus Feinguss
Feinguss mit A356- oder A357-Legierungen ist gängige Praxis für Flugzeugrahmenhalterungen, Avionikgehäuse und Hydraulikverteiler, bei denen die Komplexität der Geometrie und enge Toleranzen eine maschinelle Bearbeitung als kostengünstige Option ausschließen. Typische Aluminium-Feingussteile, die in Flugzeugen verwendet werden, erreichen diese Leistung Maßtoleranzen von ±0,13 mm und Oberflächengüten von 3,2 µm Ra ohne zusätzliche Bearbeitung. Das Verfahren ermöglicht Hinterschnitte, dünne Wände und organische Konturen, die durch Sandguss nicht zuverlässig erzeugt werden können. Unternehmen wie Precision Castparts und Hitchiner Manufacturing liefern solche Aluminium-Feingussteile für die Luft- und Raumfahrt an Boeing-, Airbus- und Lockheed-Martin-Plattformen.
06
Kunst und Skulptur: Projekte zum Gießen von verlorenem Schaumaluminium
Das Gießen mit verlorenem Schaum ist bei Bildhauern und Künstlern beliebt, da EPS-Schaum ohne Formschräge oder Kernkasten geformt, geschnitzt und zusammengesetzt werden kann – der Schaum wird beim Gießen vom geschmolzenen Aluminium verbraucht und hinterlässt eine präzise Nachbildung des Originalmodells. Gemeinschaftskunstgießereien in Städten wie Chicago und Portland bieten freien Zugang zu Sitzungen zum Gießen von verlorenem Schaumaluminium. Bei rein dekorativen Teilen ist die Wahl der Legierung weniger wichtig; Sekundärer A380- oder 383-Schrott liefert angemessene Ergebnisse mit guter Fließfähigkeit. Für Güsse wird normalerweise a verwendet 2–4 mm Anguss- und Steigsystem relativ zum Teilvolumen, um eine vollständige Füllung dünner skulpturaler Merkmale sicherzustellen.
Designregeln, die Fehler bei Aluminiumgussprojekten verhindern
Die meisten Gussfehler beim Aluminiumguss werden durch Design und nicht durch Fertigung verursacht. Durch die Befolgung etablierter Design-for-Casting-Richtlinien (DFC) während der CAD-Phase werden die meisten Porositäts-, Kaltschluss-, Fehllauf- und Heißrissfehler beseitigt, bevor eine einzelne Form geschnitten wird. Die folgenden Regeln gelten im Großen und Ganzen für Sand-, Kokillen- und Druckgussverfahren, wobei verfahrensspezifische Anpassungen angegeben sind.
Gleichmäßige Wandstärke
Eine ungleichmäßige Wandstärke führt zu unterschiedlichen Abkühlungsraten, die die Schrumpfporosität in Richtung des zuletzt erstarrenden Bereichs treiben. Das empfohlene Designziel ist eine Wandstärkenschwankung von nicht mehr als 2:1 zwischen benachbarten Abschnitten . Wo schwere Vorsprünge oder Flansche unvermeidbar sind, verringert das Herausschneiden von Material oder das Verschmelzen von Übergängen mit großzügigen Radien den thermischen Massenunterschied. Bei HPDC sollten Sie für die meisten strukturellen Anwendungen eine Nennwandstärke von 2–4 mm anstreben; Wände über 6 mm beginnen, Gasporosität anzusammeln, sofern keine vakuumunterstützte Füllung verwendet wird.
Verrundungen und Radien an allen Innenecken
Scharfe Innenecken konzentrieren die Spannung und erzeugen beim Erstarren heiße Stellen. Ein minimaler Innenrundungsradius von 1,5 × Wandstärke wird in den Aluminium Casting Design-Richtlinien von ASM International empfohlen. Selbst ein Radius von 1 mm reduziert die Spannungskonzentrationsfaktoren im Vergleich zu einer wirklich scharfen Ecke erheblich. Außenecken können schärfer sein (mindestens 0,5 mm Radius), sollten aber bei Aluminiumguss niemals vollständig quadratisch sein.
Entformungswinkel für die Formfreigabe
Alle Flächen parallel zur Formzugrichtung erfordern Formschrägen. Standardmindestwerte sind 1–2° für Sandguss, 1–3° für Dauerform und 0,5–1,5° für HPDC auf Außenflächen (etwas mehr auf Innenflächen, da der Guss auf Kerne schrumpft). Unzureichende Formschräge führt zu Formverschleiß, Kernbruch und Schwierigkeiten beim Herausziehen, was letztendlich zu Schäden am Gussstück führt. Oberflächen, die dem Schimmel zugewandt sind, sollten keine Zugluft aufweisen; Geben Sie in der Zeichnung deutlich an, in welche Richtung die Trennebene verläuft.
Anguss und Steigung für gerichtete Erstarrung
Eine gute Angusskonstruktion führt flüssiges Metall schrittweise von dünnen zu dicken Abschnitten zu und sorgt so dafür, dass die schwersten Bereiche mit einem Flüssigkeitsreservoir – dem Steigrohr – verbunden bleiben, bis es vollständig erstarrt ist. Die Chvorinov-Regel (Erstarrungszeit proportional zu (Volumen/Oberfläche)²) bestimmt die Dimensionierung des Steigrohrs: Ein Steigrohr muss mindestens einen Modul aufweisen 1,2-fache des schwersten Abschnitts es ernährt sich. Simulationssoftware wie MAGMASOFT, Flow-3D und ProCAST wird häufig zur Validierung des Anguss- und Steigrohrdesigns vor dem Schneiden von Produktionswerkzeugen eingesetzt, wodurch die Kosten für Versuch und Irrtum erheblich gesenkt werden.
Gewinde- und Einsatzdesign aus Aluminiumguss
Gussaluminium ist zu weich für direkte Grobgewinde bei stark angezogenen Befestigungsanwendungen. Zu den Optionen gehören: (1) Eingießen von Gewindeeinsätzen aus Stahl oder Messing – Heli-Coil- und E-Z-Lok-Produkte sind beliebt für Nachrüstanwendungen; (2) Verwendung von bearbeiteten Gewinden nach dem Gießen mit mindestens 1,5-fache Eingriffslänge des Gewindedurchmessers ; oder (3) die Festlegung der Installation von Ultraschalleinsätzen für thermoplastisch angrenzende Konstruktionen. HPDC-Teile können bei sorgfältiger Matrizenkonstruktion Kernlöcher mit einem Mindestdurchmesser von 2,0 mm einarbeiten, wodurch der Bohraufwand nach dem Guss reduziert wird.
Qualitätskontrolle der Schmelze – der Schritt, den die meisten Anfänger beim Aluminiumguss übersehen
Die Qualität des geschmolzenen Aluminiums zum Zeitpunkt des Gießens bestimmt die Qualitätsobergrenze des fertigen Gussstücks. Ein perfekt gestaltetes Teil, das aus schlecht vorbereitetem Metall gegossen wird, weist immer noch Porosität, Oxideinschlüsse und verminderte mechanische Eigenschaften auf. Erfahrene Gießereibetreiber nehmen die Schmelzevorbereitung ebenso ernst wie den Formenbau.
Wasserstoffporosität: Der häufigste Defekt beim Aluminiumguss
Aluminium löst Wasserstoff im flüssigen Zustand leicht auf – flüssiges Aluminium bei 750 °C kann es halten ca. 0,65 cm³ pro 100 g Metall , verglichen mit nur 0,034 cm³ pro 100 g im festen Zustand (laut Daten der Aluminium Association). Wenn die Schmelze erstarrt, wird der größte Teil des gelösten Wasserstoffs verworfen und bildet im gesamten Gussstück mikroskopisch kleine Blasen – Porosität. Die primären Wasserstoffquellen sind Luftfeuchtigkeit, Nassschrott, ölhaltige Rückstände und Nassflussmittel.
Durch die Entgasung mit trockenem Stickstoff oder Argon durch eine Rotationsentgasungseinheit (SNIF-Verfahren oder gleichwertig) wird der gelöste Wasserstoff auf einen Wert reduziert 0,10 cm³ pro 100 g in der kommerziellen Praxis – deutlich unter der Schwelle für sichtbare Porosität in den meisten Gussgeometrien. Bastler ohne rotierende Entgasungsausrüstung können Hexachlorethan-Tabletten verwenden (bei entsprechender Belüftung – der Prozess erzeugt Chlorgas) oder einfach die Feuchtigkeitsbelastung der Schmelze minimieren, indem sie alle Werkzeuge vorheizen und die Ofendeckel geschlossen halten.
Oxideinschlüsse und Flussmittelpraxis
Aluminium oxidiert sofort an der Luft und bildet eine dünne, aber dauerhafte Aluminiumoxidhaut (Al₂O₃). Durch turbulentes Gießen wird diese Haut in die Schmelze gefaltet, wodurch Oxiddoppelfilme entstehen, die als Rissbildungsstellen im erstarrten Gussstück dienen. Der verstorbene Professor John Campbell von der Universität Birmingham hat jahrzehntelang dokumentiert, dass Oxid-Doppelfilme die Hauptursache für die Streuung der mechanischen Eigenschaften der meisten Aluminiumgussteile sind – Schwankungen der Zugfestigkeit von 30–40 % bei identischen Gussstücken gehen oft auf die Verteilung der Doppelfilme zurück.
Zu den praktischen Gegenmaßnahmen gehören: Gießpfannen mit Bodengießfunktion anstelle von Pfannen mit Gießlippe mit Obergießform, Keramikschaumfilter im Angusssystem (20–30 ppi für Aluminium), reduzierte Gießhöhe und kontrollierte Gießgeschwindigkeit sowie die Minimierung von Turbulenzen am Formeingang. Flussmittelzusätze (die Flussmittel wie Kaliumchlorid/Natriumchlorid-Mischungen abdecken) schützen die Schmelzoberfläche vor atmosphärischer Oxidation zwischen den Erhitzungen und tragen dazu bei, Oxidpartikel zum Abschöpfen vor dem Gießen zu verschmelzen.
Temperaturregelung und Überhitzung
Die meisten Aluminiumgusslegierungen haben Liquidustemperaturen dazwischen 555°C und 615°C . Das Gießen bei übermäßiger Überhitzung (mehr als 80–100 °C über Liquidus) erhöht die Gasabsorption, Oxidbildung und Düsenerosion im HPDC. Zu kaltes Gießen führt zu Fehlläufen und Kaltverschlüssen – Bereiche, in denen die Metallfront erstarrt, bevor sie die Form füllt. Die optimale Gießtemperatur für die meisten Anwendungen liegt dazwischen 680°C und 740°C Dabei spielt auch die Formtemperatur eine wichtige Rolle: Dauerformen werden für Aluminium typischerweise auf 200–350 °C vorgeheizt.
Nachgussvorgänge: Wärmebehandlung, Bearbeitung und Oberflächenveredelung
Die meisten Aluminiumgussprojekte erfordern zumindest einige Nacharbeiten. Die folgenden Vorgänge werden in der Reihenfolge dargestellt, in der sie normalerweise in der Produktion ausgeführt werden.
Schritt 1
Degating und Shakeout
Sandgussteile werden nach dem Erstarren aus der Form geschüttelt (normalerweise innerhalb von 5–30 Minuten, je nach Teilegewicht). Läufer und Steiger werden durch Sägen, Schleifen oder hydraulisches Brechen entfernt. HPDC-Teile werden in einem speziellen Schneidwerkzeug zugeschnitten, das Grate und Angusskanäle in einem einzigen Pressenhub abschneidet, mit Zykluszeiten von 5–15 Sekunden pro Teil. Trennfugengrate bei Sandgussteilen erfordern in der Regel ein manuelles Schleifen, um eine bündige Verbindung mit der Gussoberfläche herzustellen.
Schritt 2
Wärmebehandlung (falls angegeben)
Die T6-Vergütungsbezeichnung – Lösungsglühen mit anschließender künstlicher Alterung – ist die am weitesten verbreitete Wärmebehandlung für Aluminiumgussteile. Für A356:
- Lösungsbehandlung: 538 °C ± 6 °C für 4–12 Stunden (abhängig von der Schnittdicke)
- Abschrecken: Wasser bei 60–80 °C (warmes Abschrecken minimiert Restspannungsverzerrung)
- Alter: 154 °C ± 6 °C für 6–12 Stunden
Diese Sequenz löst Mg₂Si-Ausfällungen in Lösung und fällt sie dann als feine Dispersion wieder aus, die die Versetzungsbewegung behindert und die Streckgrenze um ca. erhöht 83 MPa (F-Vergütung) bis 186–207 MPa (T6-Vergütung) .
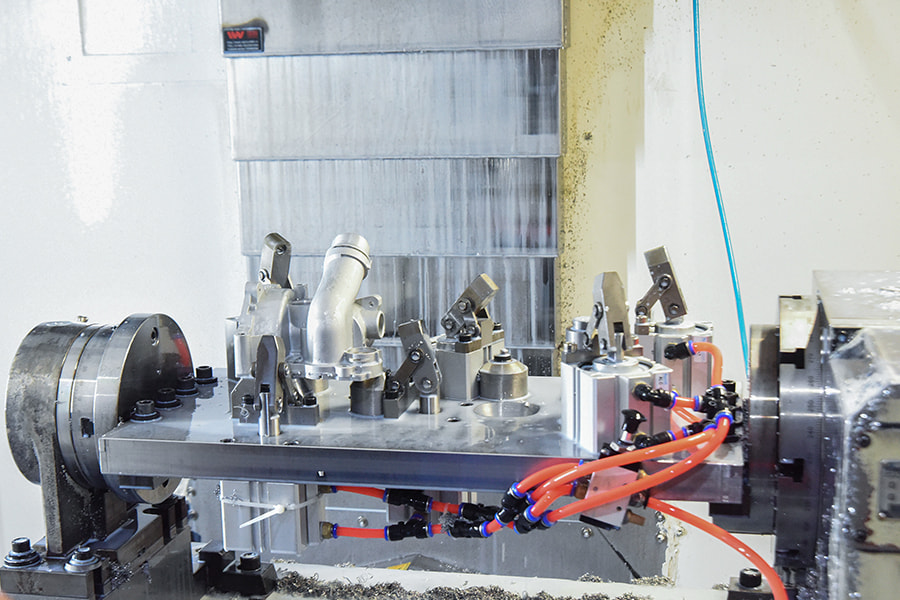
Schritt 3
CNC-Bearbeitung kritischer Oberflächen
Aluminiumguss lässt sich außergewöhnlich gut bearbeiten – die Werkzeugstandzeit ist typisch 10–20× länger bei der Bearbeitung von Aluminium im Vergleich zu Stahl bei gleichwertigen Spanlastbedingungen. Bei der Hochgeschwindigkeits-CNC-Bearbeitung von Aluminiumguss werden Hartmetallwerkzeuge, Schnittgeschwindigkeiten von 300–600 m/min (Oberflächenfuß pro Minute: 1.000–2.000) und Flutkühlmittel oder Minimalmengenschmierung (MMS) verwendet. In das Gussteil eingearbeitete Bezugsmerkmale – Polster, Bohrungen und Positionierungslöcher – bilden den Bezugsrahmen für alle nachfolgenden Bearbeitungsvorgänge. Für großvolumige HPDC-Teile sind in Automobil-Gießzellen häufig spezielle Transferlinien mit Zykluszeiten unter 60 Sekunden pro Teil vorhanden.
Schritt 4
Oberflächenveredelungsoptionen für Aluminiumgussteile
Das Spektrum an Veredelungsmöglichkeiten für Aluminiumgussprojekte ist breit gefächert:
- Eloxieren: Elektrochemische Oxidation, bei der eine dichte Aluminiumoxidschicht von 5–25 µm (Typ II) oder 25–100 µm (Typ III hartanodisiert) entsteht. Bietet hervorragende Korrosions- und Verschleißfestigkeit. Am besten mit A356- oder 535-Legierungen.
- Pulverbeschichtung: Elektrostatischer Auftrag von duroplastischem Polymerpulver, ausgehärtet bei 160–200 °C. Hervorragende UV-Beständigkeit, große Farbpalette, kostengünstig für mittlere bis große Stückzahlen. Kompatibel mit allen Gusslegierungen.
- Chromat-Konversionsbeschichtung: Dreiwertiges Chromat (Alodine/Iridite) bietet Korrosionsschutz und Lackhaftungsgrundierung für Luft- und Raumfahrt- und Verteidigungsanwendungen. RoHS-konform mit dreiwertigen Formulierungen.
- Kugelstrahlen und Vibrationsentgraten: Mechanische Endbearbeitung, die Grate entfernt, das Erscheinungsbild der Oberfläche verbessert und zur Erzeugung von Druckeigenspannungen (Variante des Kugelstrahlens) verwendet werden kann, die die Ermüdungslebensdauer um bis zu 30 % verbessern.
- Chemische Vernickelung: Trägt eine gleichmäßige 10–50 µm dicke Nickel-Phosphor-Schicht auf, die die Härte (500–700 HV nach der Wärmebehandlung) und die Verschleißfestigkeit erheblich verbessert und für Formen, Buchsen und Gleitflächen verwendet wird.
Kostenstruktur von Aluminiumgussprojekten – Was den Preis bestimmt
Das Verständnis der Kostentreiber hilft Projektingenieuren, bessere Prozessauswahlentscheidungen zu treffen und gibt Beschaffungsteams einen Rahmen für die Bewertung von Angeboten von Gusslieferanten.
Fehlerbehebung bei häufigen Aluminiumgussfehlern
Selbst erfahrene Gießereibetreiber stoßen auf Mängel. In der folgenden Tabelle werden die häufigsten Aluminiumgussfehler mit ihren Ursachen und Korrekturmaßnahmen aufgeführt.
| Defekt | Aussehen | Hauptursache | Korrekturmaßnahme |
|---|---|---|---|
| Gasporosität | Runde Hohlräume, glatte Wände, zufällige Verteilung | Gelöster Wasserstoff in der Schmelze | Entgasen Sie die Schmelze; alle Werkzeuge und Abfälle trocknen; Überhitzung reduzieren |
| Schrumpfungsporosität | Unregelmäßige Hohlräume, raue Wände, schwere Abschnitte | Unzureichendes Füttern/Aufstehen | Steigrohrgröße vergrößern; Fügen Sie Schüttelfrost zu schweren Abschnitten hinzu. Neugestaltung für einheitliche Wand |
| Kalt geschlossen | Lineare Naht auf der Oberfläche, schwache Schnittstelle | Zwei Metallfronten, die abkühlten, bevor sie aufeinandertrafen | Gießtemperatur erhöhen; Verbessern Sie das Gating, um Flüsse früher zusammenzuführen |
| Heißes Reißen | Ausgefranster Riss am Kehl- oder Abschnittswechsel | Wärmespannung während der Späterstarrung | Verrundungsradien vergrößern; den Kernen Flexibilität verleihen; Form vorheizen |
| Oxideinschlüsse | Auf dem bearbeiteten Bereich sind dunkle Streifen oder Filme sichtbar | Turbulent strömende, gefaltete Oxidhäute | Gießhöhe reduzieren; Verwenden Sie einen Keramikschaumfilter. Vermeiden Sie das Umschmelzen von Schlacke |
| Fehllauf | Unvollständige Füllung, abgerundete unvollständige Kanten | Metall zu kalt, dünner Querschnitt, schlechte Entlüftung | Gießtemperatur erhöhen; dünne Wände verdicken; Fügen Sie der Form Lüftungsschlitze hinzu |
Nachhaltiger Aluminiumguss – Recycling, Energie und Kreislaufwirtschaft
Aluminium ist das am häufigsten wiederverwertbare Baumetall und diese Eigenschaft verändert die Nachhaltigkeitsrechnung von Aluminiumgussprojekten im Vergleich zu Stahl- oder Zinkalternativen grundlegend. Das Recycling von Aluminium erfordert nur 5 % der Energie, die zur Herstellung von Primäraluminium aus Bauxiterz benötigt wird — etwa 2–3 kWh/kg für die Sekundärproduktion gegenüber 45–55 kWh/kg für die Primärproduktion (Daten des International Aluminium Institute, 2023). Der Unterschied im CO2-Fußabdruck ist ebenso dramatisch: Sekundäraluminium erzeugt etwa 0,5–1,0 kg CO₂ pro kg Metall, verglichen mit 8–12 kg CO₂ pro kg bei kohlebetriebener Primärverhüttung.
Vorbei 75 % des jemals produzierten Aluminiums werden auch heute noch verwendet , so die Aluminium Association. Der Automobilsektor weist die höchste Aluminiumrecyclingrate aller Endanwendungen auf – Altfahrzeuge stellen eine dichte, getrennte Quelle für sauberen Gusslegierungsschrott dar, der mit minimaler Qualitätsminderung in die sekundäre HPDC-Legierungsproduktion zurückfließt. Diese geschlossene Effizienz ist einer der Gründe, warum Automobilhersteller Aluminiumguss selbst bei energieintensiven Fahrzeugplattformen als nachhaltigkeitsfördernde Designwahl bezeichnen.
Für Gießereibetriebe tragen die Energierückgewinnung aus Ofenabgasen, die Überwachung der Schmelzchemie in Echtzeit zur Minimierung von Umschmelzzyklen und Ofenauskleidungen aus Keramikfasern, die den Wärmeverlust im Vergleich zu älteren Feuerfestkonstruktionen um 15–25 % reduzieren, zu einer geringeren Umweltbelastung in modernen Aluminiumgussanlagen bei. Mehrere europäische Gießereien – darunter Rheinfelden Alloys und Novelis – haben sich durch eine Kombination aus erneuerbarer Energiebeschaffung und Kompensationsprogrammen dazu verpflichtet, bis 2030 CO2-neutrale Aluminiumgussbetriebe zu betreiben.
Neue Trends im Aluminiumguss – Was die Branche verändert
Die Aluminiumgussindustrie durchläuft einen bedeutenden technischen Wandel, der durch Elektrifizierung, digitale Fertigung und die Entwicklung neuer Legierungen vorangetrieben wird. Das Verständnis dieser Trends ist für jeden wichtig, der mehrjährige Aluminiumgussprogramme plant.
Mega-Casting und strukturelle Integration
Teslas Einsatz von 6.000-Tonnen- und 9.000-Tonnen-Gigapressen zum Gießen ganzer hinterer Unterbodenabschnitte von Elektrofahrzeugen als ein einziges Aluminium-Druckgussteil – das 70–100 einzelne gestanzte und geschweißte Teile ersetzt – hat in der gesamten Automobilindustrie großes Interesse geweckt. Toyota, Volvo, General Motors und mehrere chinesische OEMs haben ähnliche Programme angekündigt. Bei den Gussteilen handelt es sich um kundenspezifisches Hochvakuum-Druckgussverfahren mit Al-Si-Mg-Legierungen, die speziell für den Struktur-Megaguss entwickelt wurden. Dabei werden Dehnungen über 10 % und Zugfestigkeiten über 250 MPa im Gusszustand ohne Wärmebehandlung erreicht. Diese Entwicklung verändert die Wirtschaftlichkeit der Karosseriestrukturfertigung bei Stückzahlen über 100.000 Einheiten pro Jahr grundlegend.
3D-gedruckte Sandformen und -kerne
Der Binder-Jet-Druck von Quarzsandformen (mit Systemen von ExOne/Desktop Metal, Voxeljet und Viridis3D) hat den Schritt der Mustererstellung beim Sandguss überflüssig gemacht und ermöglicht die Einzelstückfertigung komplexer Aluminiumgussteile mit inneren Kanälen, die mit herkömmlichen Methoden geometrisch nicht zu entkernen sind. Die Vorlaufzeit von der CAD-Datei bis zum ersten Gussteil beträgt jetzt 3–5 Werktage mit bedruckten Sandformen, im Vergleich zu 4–8 Wochen für herkömmliche Muster und Werkzeuge. Ford, John Deere und mehrere Luft- und Raumfahrtunternehmen verwenden gedruckte Sandformen für Prototypen und Kleinserien-Aluminiumgussteile, wobei die Teilekosten mit maschinell bearbeiteten Alternativen für komplexe Geometrien konkurrenzfähig sind.
Echtzeit-Prozessüberwachung und KI-Qualitätskontrolle
In Druckgussmaschinen eingebettete Sensorarrays erfassen jetzt Schussdruckprofile, Formoberflächentemperaturen und Metallgeschwindigkeitsdaten mit einer Auflösung von Millisekunden. Modelle für maschinelles Lernen, die auf historischen Fehlerdaten trainiert wurden, können Schrumpfporosität und Kaltverschlusswahrscheinlichkeit anhand von Schussprofilsignaturen vorhersagen, bevor das Teil aus der Form entfernt wird. Dies ermöglicht die automatische Aussortierung von Schüssen, die nicht den Spezifikationen entsprechen, ohne Röntgeninspektion. Mehrere Tier-1-Automobilgusszulieferer berichten darüber Reduzierung der Ausschussquote um 30–50 % nach dem Einsatz solcher Echtzeit-Überwachungssysteme führt dies direkt zu geringeren Kosten und verbesserten Nachhaltigkeitskennzahlen.
Legierungsentwicklung für das Wärmemanagement von Elektrofahrzeugen
Kühlplatten für Elektrofahrzeugbatterien erfordern Aluminiumgusslegierungen mit hoher Wärmeleitfähigkeit, ausgezeichneter Druckdichtigkeit (keine Porosität) und der Fähigkeit zur Bildung von Hartlötverbindungen. Standard-A380 hat eine Wärmeleitfähigkeit von ca 96 W/m·K — ausreichend, aber nicht optimal. Neue Legierungen der Al-Si-Mg-Familie mit kontrolliertem Eisen- und Kupfergehalt werden von Unternehmen wie Novelis, Constellium und Impol entwickelt, um im Gusszustand eine Leitfähigkeit über 160 W/m·K zu erreichen und so kompaktere und effizientere flüssigkeitsgekühlte Batteriesysteme zu ermöglichen. Dies ist ein aktiver Bereich der Legierungsforschung, für den in den Jahren 2022–2024 mehrere Patente angemeldet wurden.
Häufig gestellte Fragen zu Aluminiumgussprojekten
Was ist die beste Aluminiumlegierung für ein erstes Gussprojekt?
Für Anfänger, die einen Hinterhofofen und Grünsandformen verwenden, sind recycelte Kolben (normalerweise 4032- oder 2618-Legierung) oder saubere A356-Barren hervorragende Ausgangspunkte. Beide weisen bei typischen Gießtemperaturen im Hinterhof von 700–730 °C eine gute Fließfähigkeit auf, und keines von beiden weist nennenswerte toxische Legierungszusätze auf. A356 ist etwas toleranter gegenüber Feuchtigkeit im Sand, da sein Siliziumgehalt die Fließfähigkeit auch bei niedrigeren Temperaturen verbessert. Vermeiden Sie unbekannten Schrott aus Elektronikteilen oder beschichteten Teilen – Verunreinigungen durch Lot, Zinkdruckguss oder Beschichtung können giftige Dämpfe und eine schlechte Gussqualität erzeugen.
Wie verhindere ich Porosität in meinen Aluminiumgussteilen?
Porosität hat zwei Hauptursachen: gelösten Wasserstoff (Gasporosität) und unzureichende Schrumpfung (Schrumpfporosität). Um der Gasporosität entgegenzuwirken, halten Sie alle Formmaterialien und Metalle trocken, verwenden Sie ein abdeckendes Flussmittel und entgasen Sie die Schmelze vor dem Gießen. Um der Schrumpfporosität entgegenzuwirken, stellen Sie sicher, dass Ihr Steigrohr groß genug ist, um nach dem Erstarren des Gussstücks flüssig zu bleiben – das Steigrohrmodul muss das Querschnittmodul des schwersten Gussstücks um mindestens 20 % übersteigen. Neben schweren Abschnitten angebrachte Kühlvorrichtungen tragen ebenfalls dazu bei, dass sie die lokale Erstarrung beschleunigen und so den Schwindungsbedarf verringern.
Welche Mindestwandstärke ist beim Aluminiumguss erreichbar?
Die Mindestwandstärke hängt vom Gießverfahren ab. Durch Hochdruck-Kokillenguss werden dünnste Wandstärken erreicht – bis zu 0,8 mm in optimierten Formdesigns mit Hochgeschwindigkeits-Metalleinspritzung. Feinguss erreicht zuverlässig 1,0–1,5 mm. Beim Dauerformenguss (Kokillenguss) sind Mindestdicken von 2–3 mm möglich. Sandguss erfordert in der Regel eine Mindestwandstärke von 3 bis 5 mm für eine zuverlässige Füllung, obwohl erfahrene Gießereibetreiber bei kleineren Teilen mit Legierungen mit hohem Silizium-Fließvermögen und gut angegossenen Formen eine Wandstärke von 2 mm erreicht haben.
Kann Aluminiumguss geschweißt werden?
Ja, viele Aluminiumgusslegierungen können geschweißt werden, der Prozess erfordert jedoch Sorgfalt. A356- und 535-Legierungen sind die am besten schweißbaren gängigen Gusslegierungen. Das Gas-Wolfram-Lichtbogenschweißen (GTAW/TIG) mit 4043- oder 5356-Zusatzdraht ist gängige Praxis. HPDC-Teile, die A380 enthalten, gelten aufgrund des Kupfergehalts und der beim Schweißen freigesetzten Gasporosität im Allgemeinen als nicht schweißbar für strukturelle Anwendungen. Wenn Sie Aluminiumguss schweißen, heizen Sie den Bereich auf 150–200 °C vor, um Thermoschockrisse zu reduzieren. Für Strukturverbindungen in A356 wird eine Spannungsentlastung nach dem Schweißen bei 175 °C für 2–4 Stunden empfohlen.
Wie lange dauert die Herstellung von Aluminiumgussteilen?
Die Lieferzeiten variieren enorm je nach Prozess und Lieferantenstandort. Für 3D-gedruckte Sandformgussteile (Prototypenmengen) betragen die Lieferzeiten für den ersten Artikel ca 3–10 Werktage sind bei etablierten Lieferanten möglich. Konventioneller Sandguss mit neuem Modell: 4–8 Wochen für die Modellherstellung plus 1–2 Wochen für den Guss. HPDC mit neuen Werkzeugen: 10–20 Wochen für die Werkzeugherstellung, dann Produktionsmengen in 2–4 Wochen. Feinguss: 8–16 Wochen für die Werkzeugherstellung, 3–6 Wochen für die Produktion. Beschleunigte Werkzeugprogramme zu höheren Kosten können diese Zeitpläne bei Premiumlieferanten um 30–50 % verkürzen.
Was ist der Unterschied zwischen Druckguss- und Sandguss-Aluminium?
Beim Sandguss werden entbehrliche Sandformen verwendet, die zerstört werden, um das Teil freizugeben. Dies ermöglicht komplexe Geometrien und sehr große Teile, jedoch mit geringerer Oberflächengüte, größeren Toleranzen und langsameren Zykluszeiten. Beim Druckguss werden dauerhaft gehärtete Stahlformen (Matrizen) verwendet und Metall unter hohem Druck eingespritzt. Dadurch werden eine hervorragende Oberflächengüte (1–2 µm Ra), enge Toleranzen (±0,05–0,15 mm) und sehr hohe Produktionsraten (Zyklen von 30–120 Sekunden) erreicht, jedoch mit hohen Werkzeugkosten und Mindestmengenanforderungen, die es unter etwa 10.000 Teilen unwirtschaftlich machen. Sandguss eignet sich besser für Prototypen, große Teile und kleine Stückzahlen; Druckguss zeichnet sich durch die Großserienfertigung von Bauteilen mit kleiner bis mittlerer Präzision aus.
Ist Aluminiumguss umweltfreundlich?
Aluminiumguss unter Verwendung sekundärer (recycelter) Legierungen gehört zu den umweltfreundlicheren verfügbaren Metallbearbeitungsverfahren. Sekundäraluminium benötigt nur 5 % der Energie der Primäraluminiumproduktion und verursacht einen Bruchteil der CO₂-Emissionen. Die hohe Recyclingfähigkeit von Aluminium – Recyclingquoten von über 90 % im Automobilsektor – und der geschlossene Materialfluss in vielen Gießereibetrieben machen es deutlich umweltfreundlicher als Prozesse, bei denen Primärmetalle zum Einsatz kommen. Die größten Umweltprobleme sind Fluoridemissionen aus der Verwendung von Flussmitteln (die in modernen Gießereien durch Nasswäscher kontrolliert werden) und das Kühlmittelmanagement bei Bearbeitungsvorgängen.
Kann ich Aluminiumdruckgussteile eloxieren?
Standard-HPDC-Legierungen wie A380 (das 3–4 % Kupfer enthält) lassen sich nicht mit gleichbleibender Qualität eloxieren – der Kupfergehalt führt zu braunen oder schwarzen Flecken in der Anodenschicht. Geben Sie für eloxierte Oberflächen auf Aluminiumdruckguss eine Legierung mit niedrigem Kupfergehalt wie A360 (Kupfer unter 0,6 %) oder eine spezielle kosmetische Druckgusslegierung an. A356- und 535-Legierungen lassen sich sauber eloxieren und nehmen die Farbstoffe gleichmäßig auf. Wenn Druckguss erforderlich ist und eine Eloxierung erforderlich ist, arbeiten Sie mit Ihrem Gusslieferanten zusammen, um während der Konstruktionsphase eine geeignete Legierung mit niedrigem Kupfergehalt auszuwählen, anstatt die Inkompatibilität erst nach der Herstellung des Werkzeugs zu entdecken.






