Heim / Nachricht / Branchennachrichten / Wie erfolgt der Druckguss? Prozess, Methoden und Materialien
Die kurze Antwort: Wie Druckguss funktioniert
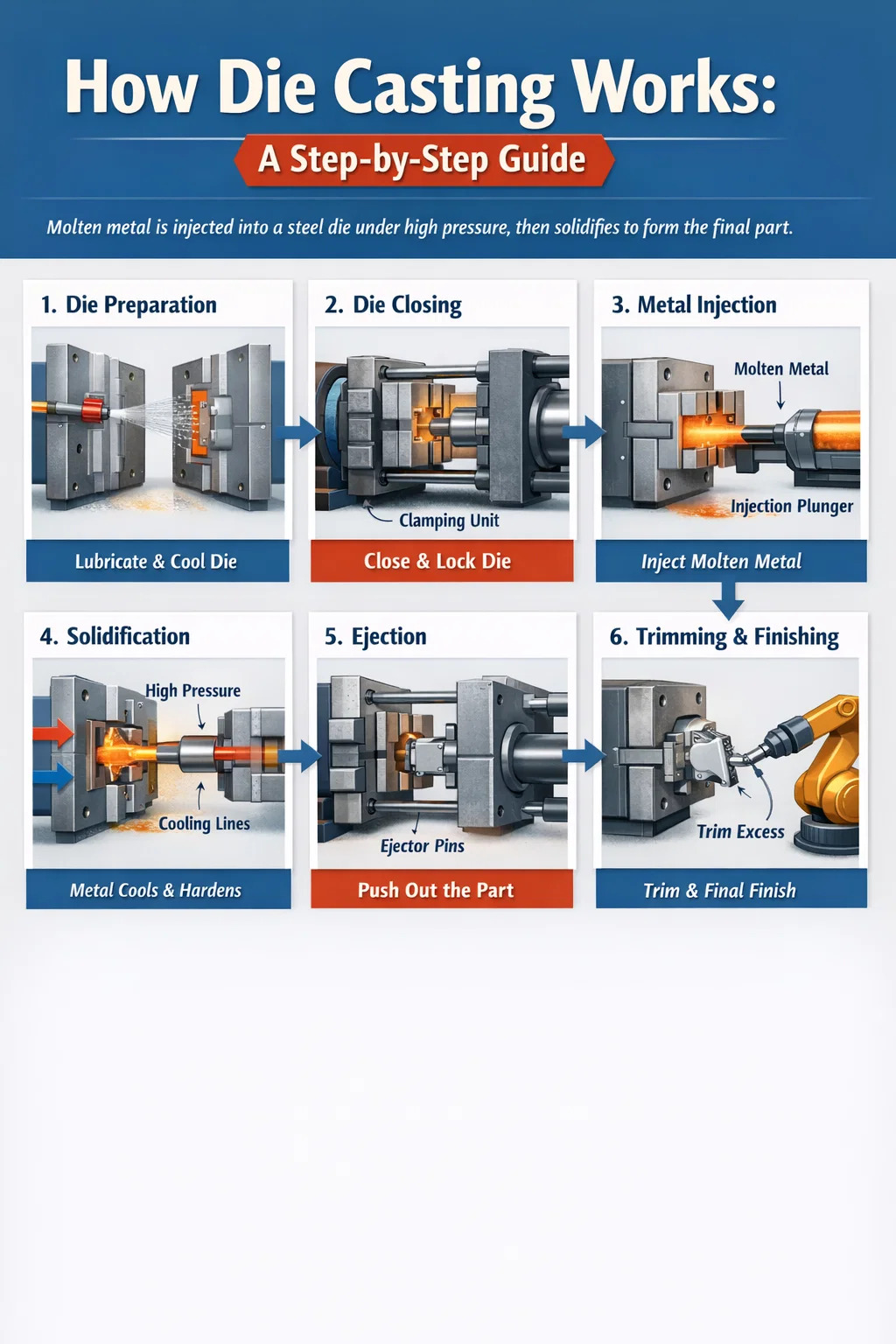
Druckguss ist ein Metallumformungsprozess, bei dem geschmolzenes Metall unter hohem Druck in eine gehärtete Stahlform – eine sogenannte Matrize – eingespritzt und dort gehalten wird, bis das Metall in der exakten Form des Hohlraums erstarrt. Sobald es fest ist, öffnet sich die Matrize, Auswerferstifte drücken das Teil heraus und der Zyklus beginnt von vorne. Ein einzelner Stempel kann diesen Ablauf Hunderttausende Male wiederholen, bevor er verschleißt.
Das Verfahren wird hauptsächlich bei Nichteisenlegierungen eingesetzt: Aluminium, Zink, Magnesium und Metalle auf Kupferbasis. Der Einspritzdruck liegt typischerweise zwischen 1.500 psi und über 25.000 psi Dies ermöglicht es dem Druckguss, Teile mit dünnen Wänden, engen Toleranzen (häufig ±0,002 Zoll) und glatten Oberflächen im Gusszustand ohne aufwändige Nachbearbeitung herzustellen.
Wenn Sie Zehntausende identischer Metallteile benötigen – Kfz-Halterungen, Elektronikgehäuse, Sanitärarmaturen, Gerätekomponenten – ist Druckguss fast immer die kostengünstigste Herstellungsmethode, wenn Sie die Vorabkosten für die Werkzeuge übernommen haben.
Der Druckgussprozess Schritt für Schritt
Um zu verstehen, wie Druckguss erfolgt, muss man jede Phase des Produktionszyklus durchlaufen. Während unterschiedliche Maschinen und Legierungen zu Abweichungen führen, ist die grundlegende Reihenfolge in der gesamten Branche gleich.
Schritt 1 – Matrizenvorbereitung und Schmierung
Vor jedem Schuss werden die Matrizenhälften mit einem Gleit- oder Trennmittel eingesprüht. Dies dient zwei Zwecken: Es trägt dazu bei, dass der erstarrte Guss sauber ausgeworfen wird, ohne zu kleben, und es kühlt die Formoberfläche leicht ab, um ein konsistentes Wärmeprofil aufrechtzuerhalten. In modernen Werkstätten werden am häufigsten wasserbasierte Stanzschmierstoffe verwendet, da sie die Rauchentwicklung reduzieren und den Umweltvorschriften entsprechen. Der Sprühzyklus dauert normalerweise zwei bis fünf Sekunden und wird bei Linien mit hohem Volumen automatisiert.
Schritt 2 – Schließen und Spannen der Matrize
Die Druckgussmaschine spannt die beiden Formhälften mit enormer Kraft zusammen. Diese Klemmkraft wird in Tonnen gemessen und muss die Kraft überschreiten, die das unter Druck stehende geschmolzene Metall während des Einspritzens auf die Formflächen ausübt. Eine Maschine mit einer Nennkraft von 500 Tonnen hält die Matrize mit einer Schließkraft von 500 Tonnen geschlossen. Die Maschinenpalette reicht von unter 100 Tonnen für kleine Zinkteile bis zu 4.000 Tonnen oder mehr für große Aluminiumstrukturbauteile. Wenn die Spannkraft nicht ausreicht, kann geschmolzenes Metall zwischen den Formhälften austreten, wodurch dünne Rippen auf dem Teil entstehen und möglicherweise das Werkzeug beschädigt wird.
Schritt 3 – Metallinjektion
Dies ist der entscheidende Schritt. Geschmolzenes Metall wird durch ein System von Kanälen – Anguss, Angusskanäle und Anschnitte – in den Formhohlraum gedrückt, die den Fluss in die Teilegeometrie lenken. Bei Kaltkammermaschinen wird ein abgemessener Schuss Metall in eine Schusshülse geschöpft oder automatisch gegossen und von einem hydraulischen Stößel vorwärts getrieben. Bei Heißkammermaschinen taucht der Einspritzmechanismus in das Bad aus geschmolzenem Metall und zieht direkt eine präzise Ladung ein. Die Einspritzgeschwindigkeit kann in Phasen angepasst werden: Eine langsame erste Phase füllt das Angusssystem und eine schnelle zweite Phase füllt die Formkavität, um eine vorzeitige Erstarrung zu verhindern. Die Füllzeiten für die Kavität selbst liegen häufig zwischen 10 und 100 Millisekunden.
Schritt 4 – Intensivierung und Verfestigung
Unmittelbar nach dem Füllen des Hohlraums übt die Maschine einen Verstärkungsdruck aus – einen sekundären, höheren Druckstoß –, um mehr Metall einzupacken und die Schrumpfung beim Erstarren des Gussstücks auszugleichen. Dieser Druck wird für eine Verweilzeit aufrechterhalten, typischerweise zwischen einer und dreißig Sekunden, je nach Wandstärke und Legierung. Der Chip selbst fungiert als Kühlkörper; Seine internen Kühlkanäle transportieren Wasser oder Thermoöl, um die Wärme schnell und gleichmäßig abzuleiten. Eine schnellere Abkühlung ermöglicht kürzere Zykluszeiten und eine feinere Mikrostruktur im fertigen Teil.
Schritt 5 – Werkzeugöffnung und Teileauswurf
Sobald das Metall ausreichend erstarrt ist, fährt die Schließeinheit zurück und die Matrizenhälften trennen sich. Das Gussstück bleibt auf einer Hälfte (der Auswerferhälfte), da Formschrägen und Geometrie so gestaltet sind. Auswerferstifte – in die Matrize eingesetzte gehärtete Stahlstäbe – schieben das Teil vor und drücken es frei. Die Stifte hinterlassen kleine kreisförmige Markierungen auf unkritischen Oberflächen des Gussstücks. Ein Roboter oder ein menschlicher Bediener entfernt das Teil und der Zyklus beginnt erneut.
Schritt 6 – Zuschneiden und Fertigstellen
Der Rohguss wird am Anguss- und Angusssystem befestigt und weist häufig dünne Grate entlang der Trennlinien auf. Eine Schneidmatrize in einer hydraulischen Presse schneidet die Angusskanäle und den überschüssigen Grat in einem einzigen Hub ab. Die weitere Endbearbeitung hängt von der Anwendung ab: Kugelstrahlen für kosmetische Oberflächen, CNC-Bearbeitung für Gewindelöcher oder präzise Bohrungen, Wärmebehandlung für strukturelle Aluminiumlegierungen und Oberflächenbeschichtungen wie Eloxieren, Pulverbeschichten oder Verchromen.
Heißkammer- vs. Kaltkammer-Druckguss
Die beiden Hauptmaschinentypen eignen sich jeweils für unterschiedliche Legierungen. Die Wahl des falschen Typs für ein bestimmtes Material führt entweder zur Zerstörung der Maschine oder zur Herstellung minderwertiger Teile.
| Funktion | Heiße Kammer | Kalte Kammer |
|---|---|---|
| Standort des Einspritzsystems | In geschmolzenes Metall getaucht | Vom Ofen getrennt |
| Kompatible Legierungen | Zink, Magnesium, Blei, Zinn | Aluminium, Messing, Magnesium (Hochtemperatur) |
| Zyklusgeschwindigkeit | Schneller (bis zu 18 Schüsse/Minute für Zink) | Langsamer (manuelles Schöpfen verlängert die Zeit) |
| Maximaler Einspritzdruck | ~2.500 psi | Bis zu 25.000 psi |
| Teilegrößenbereich | Klein bis mittel | Klein bis sehr groß |
| Tendenz zur Porosität | Niedriger | Moderat (durch Prozesssteuerung verwaltet) |
Heißkammermaschinen können nicht mit Aluminium verwendet werden, da Aluminium bei typischen Gießtemperaturen Eisen auflöst und den Schwanenhals und Kolben aus Stahl des eingetauchten Einspritzsystems schnell angreift. Für den Aluminiumdruckguss sind Kaltkammermaschinen die richtige Wahl – das Metall wird in einem separaten Warmhalteofen geschmolzen und gelangt erst unmittelbar vor dem Einspritzen in die Gießkammer, wodurch die Einwirkzeit begrenzt wird.
Materialien, die beim Druckguss verwendet werden
Die Wahl der Legierung bestimmt fast alle anderen Entscheidungen im Prozess – Maschinentyp, Werkzeugmaterial, Zykluszeit und Endeigenschaften des Teils. Dies sind die vier Familien, die in kommerziellen Druckgussbetrieben am häufigsten vorkommen.
Aluminiumlegierungen
Aluminium macht ungefähr aus 80 % der gesamten Druckgussproduktion nach Gewicht in Nordamerika. Die am häufigsten verwendeten Legierungen sind A380, A383 und A360. A380 bietet ein hervorragendes Gleichgewicht zwischen Gießbarkeit, Festigkeit (maximale Zugfestigkeit etwa 47.000 psi) und Korrosionsbeständigkeit und ist damit die Standardwahl für Gehäuse in der Automobil- und Unterhaltungselektronik. Die geringe Dichte von Aluminium – etwa ein Drittel der von Stahl – ist ein wichtiger Nachfragetreiber, da Automobilhersteller nach leichten Komponenten suchen, um die Ziele hinsichtlich Kraftstoffverbrauch und Reichweite von Elektrofahrzeugen zu erreichen. Der Nachteil ist eine höhere Gießtemperatur (ca. 1.200 °F / 650 °C), was die Lebensdauer der Gussform im Vergleich zu Zink verkürzt.
Zinklegierungen
Zinklegierungen (Zamak 3, Zamak 5, ZA-8) werden bei viel niedrigeren Temperaturen (ca. 780 °F / 415 °C) gegossen, was den Werkzeugen eine deutlich längere Lebensdauer verleiht – oft über eine Million Schüsse im Vergleich zu 100.000–400.000 bei Aluminiumformen. Zinkteile können mit extrem dünnen Wänden (bis zu 0,4 mm) und sehr feinen Oberflächendetails gegossen werden, weshalb sie für dekorative Beschläge, Schlosskörper und kleine Präzisionsmechanikkomponenten verwendet werden. Zink ist dichter als Aluminium, aber aufgrund der geringeren Verarbeitungskosten und der längeren Werkzeugstandzeit ist es bei Kleinteilen in großen Stückzahlen oft wirtschaftlicher.
Magnesiumlegierungen
Magnesium ist das leichteste Strukturmetall, das üblicherweise im Druckgussverfahren hergestellt wird, und ist volumenmäßig etwa 33 % leichter als Aluminium. Legierungen wie AZ91D und AM60B werden in Fahrzeuginnenräumen, Laptopgehäusen und Elektrowerkzeuggehäusen verwendet, bei denen das Gewicht der Hauptfaktor ist. Abhängig von der spezifischen Legierung und der erforderlichen Teilegröße kann Magnesium entweder in Heiß- oder Kaltkammermaschinen verarbeitet werden. Ein wichtiger Produktionsaspekt: Magnesium ist in fein verteilter Form brennbar, daher erfordern Schrott und Späne eine sorgfältige Handhabung und spezielle Feuerlöschsysteme in der Anlage.
Kupferbasierte Legierungen (Messing und Bronze)
Kupferlegierungen erfordern die höchsten Gießtemperaturen – oft über 1.650 °F (900 °C) – was die Lebensdauer der Gussform erheblich verkürzt und die Energiekosten erhöht. Messing- und Bronzedruckgussteile bieten jedoch eine hervorragende Korrosionsbeständigkeit, gute elektrische Leitfähigkeit und ein hochwertiges Erscheinungsbild, das sie für Sanitärarmaturen, elektrische Anschlüsse und architektonische Beschläge wertvoll macht. Der Druckguss von Kupferlegierungen macht einen kleinen, aber anhaltenden Anteil an der Gesamtproduktion aus, da kein anderes Material seine Eigenschaftskombination zu vergleichbaren Kosten für Teile mittlerer Stückzahl aufweist.
Formenbau und Werkzeugbau
Die Form ist das kapitalintensivste Element des Druckgussprozesses und ihr Design bestimmt direkt die Teilequalität, die Zykluszeit und die Produktionsökonomie. Eine schlecht konstruierte Matrize führt zu Problemen, die durch keine Maschinenanpassung vollständig behoben werden können.
Die Materialien
Druckgusswerkzeuge werden fast überall aus H13-Warmarbeitsstahl hergestellt, der auf etwa 44–48 HRC gehärtet ist. H13 wurde ausgewählt, weil es thermischer Ermüdung standhält – dem wiederholten Erhitzen und Abschrecken, das bei weniger starken Stählen innerhalb von Tausenden von Zyklen zu Rissen führen würde. Hochwertige H13-Typen mit strengeren chemischen Kontrollen und Vakuum-Lichtbogen-Umschmelzverfahren (VAR) können die Lebensdauer der Gussform erheblich verlängern. Für die Aluminiumproduktion in sehr großen Mengen verwenden einige Betriebe modifizierte Stähle wie DIN 1.2367 oder proprietäre Sorten, die von Werkzeuglieferanten entwickelt wurden.
Design von Anguss- und Angusssystemen
Wo Metall in die Kavität eintritt – die Angussposition – steuert Füllmuster, Lufteinschluss und Schrumpfung. Simulationssoftware (Magmasoft, ProCAST, Flow-3D) gehört heute zur Standardpraxis für die Formkonstruktion und ermöglicht es Ingenieuren, den Metallfluss zu modellieren, Kaltverschlüsse vorherzusagen, zu identifizieren, wo sich wahrscheinlich Porosität bildet, und die Platzierung von Anguss- und Überlaufbrunnen zu optimieren, bevor ein einzelnes Stück Stahl geschnitten wird. Die Investition in die Simulation vor der Werkzeugherstellung spart in der Regel weit mehr als nur die Kosten, da Probleme erkannt werden, die andernfalls kostspielige Formmodifikationen erfordern würden.
Formschrägen und Trennlinien
Jede vertikale Wand in einem Druckguss muss einen Entformungswinkel – eine leichte Verjüngung – haben, damit sich das Teil aus der Form lösen kann, ohne zu ziehen oder zu kleben. Typische Entformungswinkel betragen 1° bis 3° für Außenflächen und 2° bis 5° für Innenkerne. Mit speziellen Beschichtungen oder Geometrietricks sind zugluftfreie Wände theoretisch möglich, erhöhen jedoch die Kosten und das Risiko. An der Trennlinie treffen die beiden Matrizenhälften aufeinander. Durch die richtige Positionierung werden Grate minimiert, die Werkzeugkonstruktion vereinfacht und die Kontrolle kosmetischer Oberflächen erleichtert.
Kühlsystemdesign
Durch den Matrizenstahl gebohrte interne Kühlkanäle führen temperiertes Wasser. Ihre Platzierung im Verhältnis zu den dicken Teilen des Teils, wo die Wärme konzentriert ist, bestimmt, wie gleichmäßig das Gussstück erstarrt und wie schnell der Zyklus ablaufen kann. Konforme Kühlung – Kanäle, die den Konturen des Formhohlraums folgen und nicht gerade gebohrt werden – wird zunehmend durch additive Fertigungseinsätze hergestellt, was eine aggressivere Wärmeableitung in kritischen Zonen und eine Reduzierung der Zykluszeit um 15–25 % in einigen Anwendungen ermöglicht.
Wichtige Prozessparameter und wie sie gesteuert werden
Druckguss ist kein Vorgang, auf den man sich einstellen muss. Ein stabiler, qualitativ hochwertiger Prozess erfordert die aktive Überwachung und Steuerung einer Reihe voneinander abhängiger Variablen.
- Metalltemperatur: Zu heiß erhöht die Schrumpfporosität und die Formerosion; Zu kühl führt zu Fehlläufen und Kaltabschaltungen. Aluminium wird typischerweise bei 1.250 °F–1.350 °F (677 °C–732 °C) gegossen, je nach Teilegeometrie und Wandstärke.
- Einspritzgeschwindigkeit: Die Geschwindigkeit der ersten Phase (langsam) erfüllt den Läufer; Die Geschwindigkeit der zweiten Phase (schnell) füllt den Hohlraum. Die Anschnittgeschwindigkeit – die Geschwindigkeit, mit der Metall durch den Anguss in das Teil gelangt – wird für Aluminium typischerweise auf einen Wert zwischen 100 und 180 Fuß/s angestrebt.
- Verstärkungsdruck: Dieser Druck wird unmittelbar nach dem Füllen des Hohlraums angewendet und verdichtet das erstarrende Metall, um Schrumpfhohlräume zu reduzieren. Typische Verstärkungsdrücke für Aluminium liegen bei 8.000–15.000 psi.
- Düsentemperatur: Die Form muss ein thermisches Gleichgewicht erreichen und aufrechterhalten – typischerweise 300 °F–500 °F (150 °C–260 °C) für Aluminium – bevor Produktionsteile hergestellt werden. Eine kalte Matrize verursacht Oberflächenfehler; Eine überhitzte Matrize verlängert die Zykluszeit und beschleunigt die thermische Ermüdung.
- Vakuumunterstützung: Einige Druckgussanlagen verwenden Vakuumleitungen, die mit dem Formhohlraum verbunden sind, um die Luft vor dem Einspritzen zu evakuieren. Das Entfernen von Luft verringert die Gasporosität und ermöglicht höhere Einspritzgeschwindigkeiten, ohne dass Gas im Teil eingeschlossen wird – besonders wertvoll für Strukturbauteile, die wärmebehandelt oder geschweißt werden.
Moderne Druckgussmaschinen zeichnen die Prozessdaten jedes Schusses – Kolbenposition, Geschwindigkeit, Druckverläufe – in Echtzeit auf. Statistische Prozessregelkarten kennzeichnen, wenn Parameter außerhalb festgelegter Grenzen abweichen, sodass Prozessingenieure Probleme beheben können, bevor die Ausschussraten steigen.
Häufige Fehler beim Druckguss und ihre Ursachen
Das Verständnis der Fehlermechanismen ist für die Fehlerbehebung im Prozess von zentraler Bedeutung. Die meisten Fehler lassen sich auf relativ wenige Grundursachen zurückführen.
Porosität
Der häufigste Druckgussfehler. Es gibt zwei Arten: Gasporosität, die durch beim Füllen eingeschlossene Luft oder gelösten Wasserstoff verursacht wird, und Schrumpfporosität, die dadurch entsteht, dass nicht genügend Metall vorhanden ist, um die kontrahierenden Abschnitte beim Erstarren zu versorgen. Gasporosität zeigt sich typischerweise als abgerundete Hohlräume nahe der Oberfläche oder in den zuletzt zu füllenden Bereichen. Schrumpfporosität erscheint als unregelmäßige, gezackte Hohlräume in dicken Querschnitten. Zu den Abhilfemaßnahmen gehören Vakuumunterstützung, optimiertes Angussdesign, angepasster Verstärkungsdruck und eine Reduzierung der Wandstärke durch Neugestaltung der Teile.
Cold Shuts und Fehlläufe
Ein Kaltverschluss erscheint als sichtbare Linie auf der Gussoberfläche, wo sich zwei Metallfließfronten trafen, aber nicht richtig verschmolzen, weil sie vor dem Zusammenfügen zu stark abgekühlt waren. Ein Fehllauf ist eine unvollständige Füllung – ein Teil des Hohlraums, der einfach nicht genug Metall aufgenommen hat, bevor er erstarrt ist. Beide werden durch eine unzureichende Metalltemperatur, eine zu niedrige Einspritzgeschwindigkeit, ein unzureichendes Metallvolumen oder eine übermäßige Formkühlung verursacht. Durch Erhöhen der Metalltemperatur, der Einspritzgeschwindigkeit oder des Schussgewichts werden diese Fehler normalerweise behoben.
Löten und Die Erosion
Beim Löten haftet die Aluminiumlegierung am Matrizenstahl, zieht beim Auswerfen Material von der Teileoberfläche und bildet schließlich Ablagerungen auf der Matrize. Sie wird durch eine chemische Reaktion zwischen geschmolzenem Aluminium und Eisen im Gesenkstahl angetrieben, die durch die hohe Metalltemperatur und die hohe Anschnittgeschwindigkeit beschleunigt wird, die wiederholt auf die gleiche Gesenkoberfläche auftreffen. Schutzbeschichtungen (Nitririerung, PVD-Beschichtungen wie TiAlN), Temperaturkontrolle des Stempels und optimierte Schmierung reduzieren die Löthäufigkeit. In schweren Fällen ist ein Polieren der Form oder eine Schweißnahtreparatur erforderlich.
Blitz
Flash ist eine dünne Metallrippe, die zwischen Matrizenhälften oder um Auswerferstifte herum extrudiert wird. Die Ursache hierfür ist eine unzureichende Klemmkraft, verschlissene oder beschädigte Trennlinienoberflächen oder ein zu hoher Einspritzdruck. Kleinere Grate werden in der Besäumpresse entfernt; Ein anhaltender Blitz weist auf ein Maschinen-, Chip- oder Prozessparameterproblem hin, das behoben werden muss, bevor es sich verschlimmert.
Variationen und fortschrittliche Druckgussmethoden
Über den konventionellen Hochdruck-Kokillenguss hinaus gibt es mehrere Verfahrensvarianten, die auf spezifische Teileanforderungen oder Qualitätsziele eingehen, die beim Standardguss nicht erfüllt werden können.
Vakuum-Druckguss
Beim Vakuum-Druckguss wird die Luft aus dem Formhohlraum unmittelbar vor dem Einspritzen durch spezielle Vakuumventile abgesaugt. Bei modernen Systemen wird der Restluftdruck im Hohlraum auf unter 50 mbar reduziert. Das Ergebnis ist eine deutlich geringere Gasporosität, wodurch Gussteile wärmebehandelt (T5 oder T6) und geschweißt werden können – Fähigkeiten, die herkömmlicher Druckguss nicht zuverlässig erreichen kann. Strukturelle Automobilteile wie Stoßdämpferbrücken, B-Säulen und Batteriegehäuse werden zunehmend auf diese Weise hergestellt.
Halbfester Druckguss (Thixocasting und Rheocasting)
Bei der halbfesten Verarbeitung wird das Metall bei einer Temperatur zwischen Liquidus und Solidus injiziert – in einem teilweise erstarrten, schlammartigen Zustand. Da das Metall viskoser ist und die Matrize weniger turbulent und laminarer füllt, wird der Gaseinschluss deutlich reduziert. Durch Rheocasting oder Thixocasting hergestellte Teile können in einigen Geometrien die Porositätsniveaus von Schmiedeteilen erreichen. Der Prozess ist komplexer und kostspieliger als herkömmlicher Druckguss und ist daher hochwertigen Komponenten in der Luft- und Raumfahrt, im Motorsport und in Premium-Automobilanwendungen vorbehalten.
Squeeze-Casting
Beim Squeeze-Casting werden wesentlich geringere Einspritzgeschwindigkeiten verwendet, dafür wird jedoch ein sehr hoher Druck (häufig 10.000–30.000 psi) angelegt und während der Erstarrung aufrechterhalten. Der hohe Dauerdruck unterdrückt die Porosität und verfeinert die Mikrostruktur, wodurch Gussteile mit mechanischen Eigenschaften entstehen, die denen von Schmiedestücken nahe kommen. Aluminiumräder für Hochleistungsfahrzeuge sind eine häufige Anwendung im Squeeze-Casting-Verfahren. Die Zykluszeiten sind länger als beim herkömmlichen Druckguss und das Verfahren erfordert eine sorgfältigere Formgestaltung für die Druckverteilung.
Mega-Casting (Gigacasting)
Beim Mega-Casting handelt es sich um eine jüngste Entwicklung, die größtenteils von der Elektrofahrzeugindustrie vorangetrieben wird. Dabei werden Maschinen mit einem Gewicht von 6.000 Tonnen oder mehr verwendet, um einzelne Strukturgussteile aus Aluminium herzustellen, die Baugruppen aus Dutzenden gestanzten und geschweißten Stahlteilen ersetzen. Tesla hat diesen Ansatz mit seinem hinteren Unterbodenguss populär gemacht, der etwa 70 Einzelteile in einem einzigen Schuss zusammenfasst. Mehrere andere Automobilhersteller nehmen inzwischen ähnliche großformatige Druckgusszellen in Betrieb oder betreiben sie. Der wirtschaftliche Grund liegt in einer geringeren Anzahl an Werkzeugen, einfacheren Montagelinien und geringeren Fügekosten, auch wenn dafür sehr große Vorabinvestitionen in die Maschine erforderlich sind.
Druckguss im Vergleich zu anderen Metallgussverfahren
Druckguss ist nicht die einzige Art, Metallteile zu gießen, und es ist nicht immer die richtige. Zu verstehen, wo es im Vergleich zu Alternativen passt, hilft bei der Auswahl des richtigen Prozesses für ein bestimmtes Projekt.
| Prozess | Werkzeugkosten | Kosten pro Teil (großes Volumen) | Maßgenauigkeit | Am besten für |
|---|---|---|---|---|
| Hochdruck-Kokillenguss | Hoch (20.000 $–200.000 $) | Sehr niedrig | Ausgezeichnet | Nichteisenteile in großen Stückzahlen |
| Kokillenguss | Mäßig | Niedrig | Gut | Mittleres Volumen, dickere Wände |
| Feinguss | Mäßig | Hoch | Sehr hoch | Komplexe Geometrie, Eisenlegierungen, Luft- und Raumfahrt |
| Sandguss | Niedrig | Mäßig to high | Schlecht bis mittelmäßig | Niedrig volume, large parts, iron/steel |
Bei der Entscheidung kommt es in der Regel auf die Lautstärke an. Druckgusswerkzeuge für ein Aluminiumteil kosten je nach Komplexität üblicherweise zwischen 30.000 und 150.000 US-Dollar. Diese Investition ist bei 50.000 oder mehr Teilen pro Jahr sinnvoll, bei einigen hundert Einheiten ist sie jedoch kaum zu rechtfertigen. Für die Produktion kleiner Stückzahlen ist Sandguss oder Feinguss wirtschaftlicher, auch wenn die Stückkosten höher sind. Bei Eisenlegierungen (Stahl, Eisen) wird Druckguss im Allgemeinen überhaupt nicht verwendet – Feinguss, Sandguss oder Schmieden sind die geeignete Wahl.
Branchen und Anwendungen, in denen Druckguss dominiert
Die Kombination aus Geschwindigkeit, Präzision und Endformfähigkeit hat den Druckguss zum Standardherstellungsverfahren für eine Vielzahl von Produktkategorien in zahlreichen Branchen gemacht.
- Automobil: Motorblöcke (in einigen Konfigurationen), Getriebegehäuse, Ölpumpengehäuse, Halterungsbaugruppen, Türgriffe, Spiegelgehäuse, Räder (Squeeze-Cast) und immer größere strukturelle Rohbaukomponenten. Die Automobilindustrie ist der größte Einzelmarkt für Druckguss und macht wertmäßig über 50 % der nordamerikanischen Produktion aus.
- Unterhaltungselektronik: Laptop- und Tablet-Gehäuse, Smartphone-Innenrahmen, Kameragehäuse und Kühlkörperstrukturen profitieren von der Kombination aus Leichtigkeit, Wärmeleitfähigkeit und struktureller Steifigkeit von Aluminium.
- Industrieausrüstung: Getriebegehäuse, Pumpengehäuse, Motorgehäuse und Ventilgehäuse werden in großen Stückzahlen mit gleichbleibender Wandstärke und druckdichter Integrität hergestellt.
- Telekommunikationsinfrastruktur: Gehäuse und Wärmemanagementkomponenten für 5G-Basisstationen verwenden Aluminiumdruckguss für die Kombination aus EMI-Abschirmung, thermischer Leistung und Dimensionsstabilität.
- Sanitär und HVAC: Messing- und Aluminium-Druckgussarmaturen, Ventile und Verteilerblöcke werden jedes Jahr millionenfach im Wohnungs- und Gewerbebau installiert.
- Elektrowerkzeuge und Elektrogeräte: Motorgehäuse, Getriebegehäuse und Strukturrahmen für Elektrowerkzeuge, Rasengeräte und Haushaltsgeräte sind für enge Toleranzen und eine gute Oberflächengüte bei hohen Produktionsraten auf Druckguss angewiesen.
Was Sie in Bezug auf Toleranzen, Oberflächenbeschaffenheit und Lieferzeit erwarten können
Einkäufer und Ingenieure, die Druckgussteile spezifizieren, benötigen realistische Erwartungen darüber, was der Prozess ohne Nachbearbeitung leisten kann und was nicht.
Maßtoleranzen
Druckguss erreicht engere Toleranzen als Sandguss oder Kokillenguss, es handelt sich jedoch nicht um einen Präzisionsbearbeitungsprozess. Für Aluminium sind Gusstoleranzen von ±0,003 bis ±0,005 Zoll pro Zoll typisch. Merkmale, die eine strengere Kontrolle erfordern – Lagerbohrungen, Gewindelochpositionen, Passflächen – erfordern nach dem Gießen eine CNC-Bearbeitung. Die North American Die Casting Association (NADCA) veröffentlicht detaillierte Toleranzstandards, die als Branchenreferenz für die Spezifikation von Druckgussteilen dienen.
Oberflächenbeschaffenheit
Gussoberflächen auf Aluminiumdruckguss liegen typischerweise im Bereich von 63–125 Ra Mikrozoll (1,6–3,2 Ra Mikrometer), was für die meisten funktionellen und kosmetischen Zwecke ohne weitere Nachbearbeitung glatt genug ist. Zinkdruckgussteile können noch feinere Gussoberflächen erzielen und direkt galvanisiert werden, weshalb sie für dekorative Beschläge bevorzugt werden, die verchromt oder vernickelt werden.
Werkzeugvorlaufzeit und Teilevorlaufzeit
Die Herstellung von Werkzeugen für eine mäßig komplexe Aluminium-Druckgussform dauert normalerweise 8 bis 14 Wochen Von der Designgenehmigung bis zu den ersten Aufnahmen. Einfache Werkzeuge können schneller fertiggestellt werden; Bei großen Stümpfen mit mehreren Kavitäten oder komplexen Stümpfen kann es 16–20 Wochen dauern. Sobald sich die Werkzeuge bewährt haben und in Produktion sind, hängen die Vorlaufzeiten für Teile von den Produktionsmengen und der Terminplanung ab, betragen bei Standardaufträgen jedoch üblicherweise 3 bis 6 Wochen. Hochvolumige Speziallinien können Teile kurzfristiger versenden, sobald der Produktionsplan festgelegt ist.