Heim / Nachricht / Branchennachrichten / Warum Sandguss in vielen Anwendungen den Druckguss übertrifft
Die kurze Antwort: Sandguss überzeugt durch Kosten, Flexibilität und Umfang
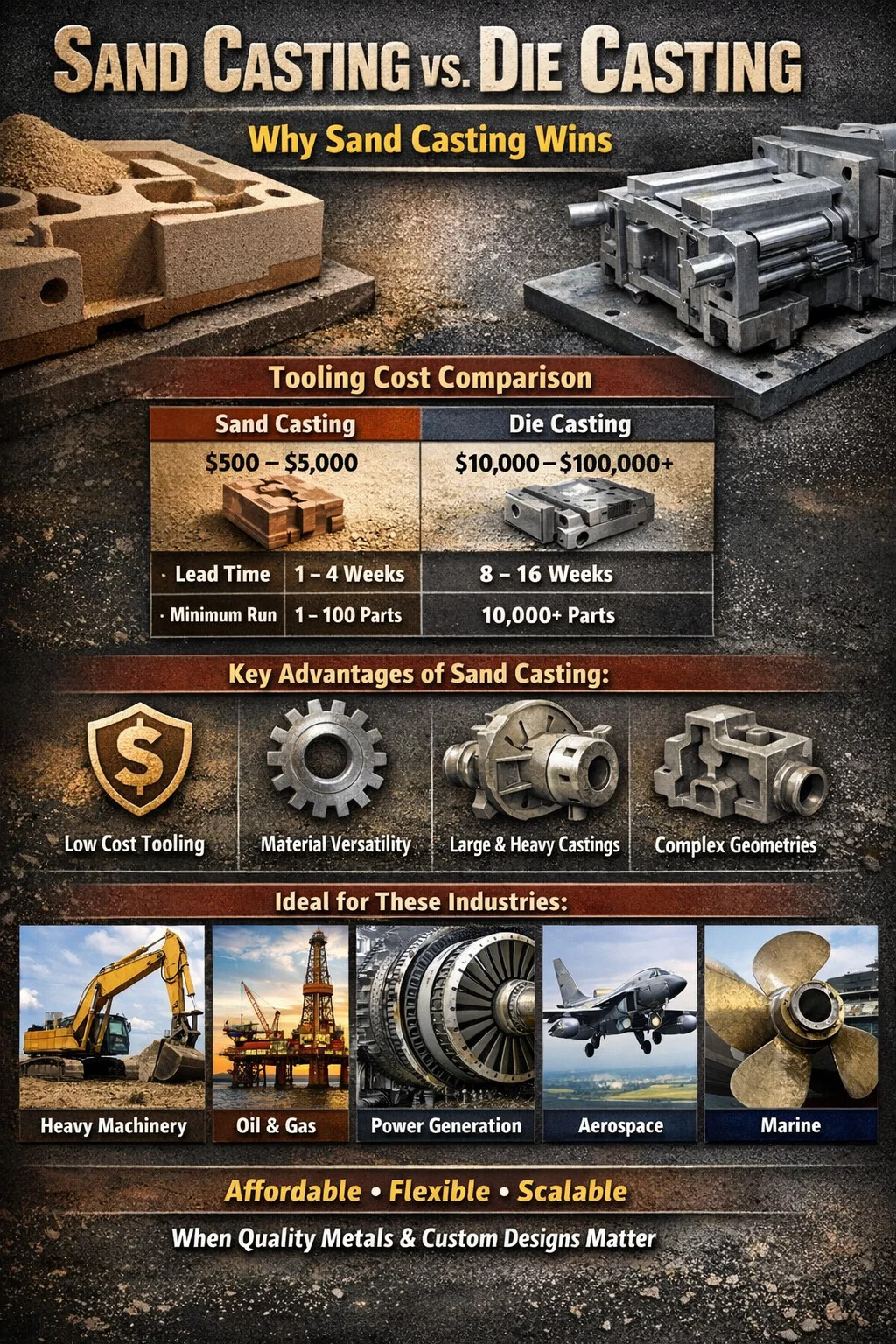
Wenn Sie sich zwischen Sandguss und Druckguss entscheiden, kommt es darauf an, was Sie tatsächlich benötigen. Sandguss ist besser als Druckguss, wenn die Werkzeugbudgets knapp sind, wenn die Teile groß oder geometrisch komplex sind, wenn geringe bis mittlere Produktionsmengen erforderlich sind oder wenn Eisenmetalle wie Stahl und Eisen verwendet werden müssen. Druckguss eignet sich hervorragend für die Massenproduktion kleiner, dünnwandiger Aluminium- oder Zinkteile, bei denen Oberflächengüte und Maßhaltigkeit entscheidend sind. Aber für eine Vielzahl von Industrie-, Maschinenbau- und Prototypenanwendungen bleibt Sandguss die praktischere und wirtschaftlichere Wahl.
Der grundlegende Unterschied liegt im Werkzeug. Eine Druckgussform kann überall kosten 10.000 bis über 100.000 US-Dollar , während ein Sandgussmodell normalerweise zwischen kostet 500 $ und 5.000 $ . Für alles andere als Massenproduktionen in Hunderttausender-Größenordnung ist Sandguss allein aufgrund dieser Lücke finanziell die klügere Entscheidung.
Werkzeugkosten: Wo Sandguss einen entscheidenden Vorteil gegenüber Druckguss hat
Für den Druckguss sind Matrizen aus gehärtetem Stahl erforderlich, die Tausenden von Einspritzzyklen unter extremem Druck – oft zwischen 1.500 und 25.000 psi – standhalten müssen. Die Herstellung dieser Formen erfordert eine präzise Bearbeitung, Wärmebehandlung und eine umfassende Qualitätsprüfung. Die Vorlaufzeit für eine Druckgussform beträgt typischerweise 8 bis 16 Wochen Und wenn das Werkzeug einmal gebaut ist, sind Modifikationen teuer oder unmöglich, ohne das gesamte Werkzeug zu verschrotten.
Sandgussmodelle hingegen bestehen aus Holz, Harz oder Aluminium. Sie sind viel einfacher herzustellen, einfacher zu modifizieren und deutlich günstiger. Wenn nach der ersten Produktion eine Designänderung erforderlich ist, kann ein Sandgussmodell zu einem Bruchteil der Kosten für die Änderung einer Druckgussform überarbeitet oder neu erstellt werden.
Für die Prototypenentwicklung und das iterative Engineering ist dieser Unterschied transformativ. Ein Produktteam, das ein industrielles Pumpengehäuse oder eine kundenspezifische Halterung entwickelt, kann drei oder vier Designiterationen im Sandguss zu den gleichen Kosten wie eine einzelne Druckgussform testen. Dies beschleunigt die Zeitpläne für die Produktentwicklung und reduziert das finanzielle Risiko in den frühen Phasen eines Projekts.
| Faktor | Sandguss | Druckguss |
|---|---|---|
| Typische Werkzeugkosten | 500 – 5.000 $ | 10.000 bis 100.000 US-Dollar |
| Werkzeugvorlaufzeit | 1 – 4 Wochen | 8 – 16 Wochen |
| Kosten für Designänderungen | Niedrig | Sehr hoch |
| Minimaler lebensfähiger Lauf | 1 – 100 Teile | 10.000 Teile |
Materialvielfalt: Sandguss funktioniert mit Metallen Druckguss Kann nicht umgehen
Dies ist eine der bedeutendsten technischen Einschränkungen des Druckgusses, die oft nicht erkannt wird. Druckguss beschränkt sich größtenteils auf Nichteisenmetalle mit relativ niedrigen Schmelzpunkten – hauptsächlich Aluminium (Schmelzpunkt ~1.220°F / 660°C), Zink (~787°F / 419°C) und Magnesium (~1.202°F / 650°C). Der Grund liegt auf der Hand: Die extremen Temperaturen, die zum Schmelzen von Eisenmetallen erforderlich sind, würden die Stahlformen in kurzer Zeit zerstören.
Beim Sandguss gibt es keine solche Einschränkung. Es wird routinemäßig verwendet bei:
- Grauguss und Sphäroguss (Schmelzpunkt ~2.100 °F / 1.150 °C)
- Kohlenstoffstahl und Edelstahl (~2.500–2.800 °F / 1.370–1.538 °C)
- Kupfer- und Messinglegierungen (~1.750–1.980°F / 955–1.082°C)
- Nickellegierungen und Superlegierungen für Anwendungen in der Luft- und Raumfahrt sowie im Energiebereich
- Aluminium und Aluminiumlegierungen (kompatibel mit beiden Verfahren)
Für Branchen, die auf Eisen- oder Stahlkomponenten angewiesen sind – wie etwa Schwermaschinen, Baumaschinen, Landmaschinen und Schiffstechnik – ist Sandguss nicht einfach eine Vorliebe. Es ist die einzig praktikable Casting-Option. Bedenken Sie das Grauguss macht etwa 70 % aller weltweit produzierten Gussteile aus , und fast das gesamte Volumen wird durch Sandguss hergestellt. Allein diese Statistik zeigt, wo der Prozess wirklich dominiert.
Insbesondere Sphäroguss bietet eine Kombination aus Zugfestigkeit, Duktilität und Bearbeitbarkeit, die es zu einem bevorzugten Material für Zahnräder, Kurbelwellen, Hydraulikkomponenten und Strukturteile macht. Keine dieser Anwendungen ist durch Druckguss zugänglich. Sandguss ist der Zugang zum gesamten Spektrum technischer Metalle und nicht nur zu der Teilmenge, die den thermischen Einschränkungen des Druckgusses entspricht.
Teilegröße und -gewicht: Sandgusswaagen, wo Druckguss nicht möglich ist
Druckgussmaschinen sind leistungsstark, unterliegen jedoch physischen Einschränkungen. Selbst die größten Hochdruck-Druckgussmaschinen im gewerblichen Einsatz sind bei der Herstellung von Teilen mit einem Gewicht von rund 100 % im Einsatz 50 bis 75 Pfund (22 bis 34 kg) . Die Matrize selbst muss in die Plattengröße der Maschine passen, und die damit verbundenen Einspritzdrücke machen sehr große Teile strukturell unpraktisch.
Beim Sandguss gibt es hinsichtlich Größe und Gewicht nahezu keine Einschränkungen. Motorblöcke, Turbinengehäuse, Pumpengehäuse, Schiffspropeller und Industrieventilgehäuse werden regelmäßig im Sandgussverfahren hergestellt. Teile wiegen mehrere Tonnen sind in Sektoren wie Energieerzeugung, Bergbau sowie Offshore-Öl und -Gas keine Seltenheit. Ein einzelnes Bauteil aus Sandgusseisen für einen großen Dieselmotor kann 500 Pfund oder mehr wiegen – völlig außerhalb der Reichweite eines Druckgussverfahrens.
Diese Skalierbarkeit bedeutet, dass für Ingenieure, die an großen Investitionsgütern oder Strukturbauteilen arbeiten, Sandguss nicht als Kompromiss gegenüber Druckguss gewählt wird – es ist das einzige Verfahren, das physisch produzieren kann, was erforderlich ist. Die Form wird jedes Mal einfach aus Sand neu aufgebaut, sodass es keine Begrenzung der Maschinenplatte, keine Beschränkung der Werkzeugkapazität und keine zu umgehende Einspritzdruckobergrenze gibt.
Geometrische Komplexität und interne Merkmale: Sandguss bietet mehr Gestaltungsfreiheit
Beim Druckguss werden starre Metallmatrizen verwendet, die sich in einer geraden Linie öffnen und schließen müssen. Das bedeutet, dass jedes Merkmal des Teils so ausgerichtet sein muss, dass eine Matrizentrennung möglich ist, ohne das Werkzeug zu unterschneiden. Komplexe innere Durchgänge, tiefe Hohlräume und Hinterschneidungen sind entweder unmöglich oder erfordern kostspielige Nebenmechanismen, die die Kosten der Matrize erheblich erhöhen.
Beim Sandguss werden entbehrliche Formen und Kerne verwendet. Ein Kern ist eine separate Sandform, die in den Formhohlraum eingelegt wird, um innere Hohlräume zu erzeugen – Hohlkammern, Durchgänge, Kanäle und komplexe Innengeometrien, die in einer starren Form physikalisch unmöglich wären. Aufgrund dieser Fähigkeit wird Sandguss für Motorblöcke mit Wassermänteln, Verteiler mit internen Strömungskanälen und Ventilkörper mit mehreren internen Kanälen verwendet.
Was Kerne beim Sandguss erlauben
- Interne Kühlkanäle in Motor- und Turbinenkomponenten
- Hohle Strukturprofile, die das Gewicht reduzieren, ohne Einbußen bei der Festigkeit hinnehmen zu müssen
- Komplexe Flüssigkeitsströmungskanäle in Pumpen- und Ventilgehäusen
- Hinterschnittgeometrien, die ein Teil in einer starren Matrize fixieren würden
- Mehrere sich kreuzende innere Hohlräume in einem einzigen Guss
Beim Druckguss können in manchen Anwendungen Kerne mit löslichen oder abbrechbaren Einsätzen hergestellt werden. Dies erhöht jedoch die Kosten und die Prozesskomplexität, wodurch die Effizienzvorteile, die Druckguss normalerweise bietet, schnell zunichte gemacht werden. Für Teile, bei denen die Innengeometrie eine Designpriorität darstellt, ist Sandguss architektonisch überlegen.
Auch die Anforderungen an die Wandstärke unterscheiden sich erheblich. Durch Druckguss können sehr dünne Wände entstehen – manchmal sogar so dünn 0,040 Zoll (1 mm) – was sich hervorragend für leichte Verbraucher- oder Automobilteile eignet. Es erzwingt aber auch Gleichmäßigkeitsanforderungen, um sicherzustellen, dass der Metallfluss die Form füllt. Sandguss ist toleranter gegenüber unterschiedlichen Wandstärken innerhalb eines einzelnen Teils, was den Konstrukteuren mehr Freiheit bei der Erstellung komplexer Strukturen mit dicken und dünnen Abschnitten gibt.
Produktionsvolumen: Warum Sandguss für kleine bis mittlere Stückzahlen besser ist
Die Wirtschaftlichkeit des Druckgusses basiert auf der Amortisierung sehr hoher fester Werkzeugkosten über eine sehr große Anzahl von Teilen. Wenn diese Amortisation funktioniert – wenn Sie 50.000, 100.000 oder 500.000 identische Teile produzieren – werden die niedrigen Stückkosten im Druckguss überzeugend. Der Druckgussprozess ist schnell: Ein typischer Aluminium-Druckgusszyklus dauert dazwischen 30 und 60 Sekunden und Maschinen können mit minimalem Arbeitsaufwand in hochautomatisierten Umgebungen betrieben werden.
Aber außerhalb dieses hochvolumigen Kontexts kehrt sich die Mathematik um. Für einen Käufer, der 500 kundenspezifische Verteilergehäuse pro Jahr benötigt, bedeutet die Ausgabe von 50.000 US-Dollar für eine Druckgussform, dass allein die Werkzeugkosten 100 US-Dollar pro Teil betragen, bevor ein einziges Pfund Aluminium geschmolzen wurde. Das gleiche Teil beim Sandguss mit einem 3.000-Dollar-Muster verursacht nur 6 Dollar an Werkzeugkosten pro Einheit – ein Unterschied, der selten verschwindet, selbst wenn man die langsameren Zykluszeiten und den höheren Arbeitsaufwand pro Einheit beim Sandguss berücksichtigt.
Aus diesem Grund verlassen sich Hersteller in den Bereichen Luft- und Raumfahrt, Verteidigung, Öl und Gas sowie kundenspezifischer Industrieausrüstung stark auf Sandguss. Ihre Produktionsmengen belaufen sich oft auf Dutzende bis wenige Tausend pro Jahr. In diesem Zusammenhang ist Sandguss kein Kompromiss – es ist die einzig vernünftige wirtschaftliche Wahl.
Break-Even-Volumen zwischen Sandguss und Druckguss
Der Übergangspunkt, an dem Druckguss wirtschaftlicher als Sandguss ist, hängt von der Komplexität, Größe und dem Material des Teils ab. Als allgemeiner Maßstab:
- Bei kleinen Aluminiumteilen unter 2 Pfund ist Druckguss darüber oft konkurrenzfähig 10.000–20.000 Teile pro Jahr
- Für mittlere Teile zwischen 2 und 10 Pfund bewegt sich die Gewinnschwelle bei 25.000–75.000 Teile pro Jahr
- Bei großen oder komplexen Teilen bleibt Sandguss bei wirtschaftlich vertretbaren Volumina häufig kosteneffektiv
Hierbei handelt es sich um grobe Schätzungen und die tatsächlichen Break-Even-Punkte sollten immer für eine bestimmte Anwendung berechnet werden. Sie zeigen jedoch, dass die meisten industriellen Gussanwendungen – insbesondere in Sektoren, in denen individuelle Anpassung, Zuverlässigkeit und Materialleistung wichtiger sind als der Preis pro Einheit – deutlich in die Vorteilszone des Sandgusses fallen.
Porosität und mechanische Eigenschaften: Behebung der Druckgussschwäche
Einer der am wenigsten diskutierten Nachteile des Druckgusses ist das Porositätsproblem. Wenn geschmolzenes Metall unter hohem Druck in eine Form eingespritzt wird, kann Luft im Teil eingeschlossen werden, wodurch mikroskopisch kleine Hohlräume – Porosität – entstehen, die die strukturelle Integrität beeinträchtigen. Hochdruckgussteile sind für eine Wärmebehandlung oft ungeeignet Denn durch die Hitze dehnen sich eingeschlossene Gase aus, was zu Blasenbildung oder Verformung führt, die das Teil ruinieren.
Dies ist eine erhebliche technische Einschränkung. Viele Aluminium- und Magnesiumlegierungen entwickeln ihre vollen mechanischen Eigenschaften erst nach Lösungsglühen und Altern (z. B. T6-Vergütung). Wenn der Gussprozess selbst eine Wärmebehandlung verhindert, benötigt das fertige Teil nur einen Bruchteil der potenziellen Festigkeit und Härte des Materials. Vakuumdruckguss und Squeeze-Casting können die Porosität reduzieren, aber es handelt sich dabei um Premiumverfahren, die zusätzliche Kosten verursachen und nicht allgemein verfügbar sind.
Sandguss erzeugt deutlich weniger eingeschlossene Gase, da er die Form unter Schwerkraft oder niedrigem Druck mit geringerer Geschwindigkeit füllt. Sandgussteile können in der Regel problemlos wärmebehandelt werden, wodurch die vollen Legierungseigenschaften erreicht werden. Für strukturelle Anwendungen in der Luft- und Raumfahrt, im Automobilbau oder im Schwermaschinenbau, bei denen Materialzertifizierung und mechanische Eigenschaften von entscheidender Bedeutung sind, ist dies ein entscheidender Vorteil.
Darüber hinaus weisen Sandgussteile – insbesondere Sphäroguss – eine hervorragende Bearbeitbarkeit, Vibrationsdämpfung und Verschleißfestigkeit auf. Hierbei handelt es sich um Eigenschaften, die dem Material eigen sind und durch den Sandgussprozess vollständig zugänglich sind, ohne die Porositätseinschränkungen, die Druckgussanwendungen einschränken.
Vorlaufzeit für neue Teile: Durch Sandguss erhalten Sie Teile in der Anfangsphase schneller
Wenn schnell ein neues Teil benötigt wird – sei es zur Prototypenbewertung, zum Notfallaustausch oder zur Pilotproduktion – ist der Vorlaufzeitvorteil des Sandgusses erheblich. Da Sandgussmodelle einfach und schnell herzustellen sind, kann oft ein Erstlingsguss geliefert werden 2 bis 6 Wochen von der Design-Finalisierung an. Einige Gießereien, die auf Schnellsandguss spezialisiert sind, können Prototypengussteile in nur wenigen Minuten liefern 5 bis 10 Werktage .
Im Vergleich zum Druckguss, bei dem allein die Werkzeugherstellung 8 bis 16 Wochen dauert, bevor ein einzelnes Produktionsteil hergestellt wird, ist der Zeitvorteil beim Sandguss bei der Entwicklung neuer Produkte enorm. Für Unternehmen mit strengen Einführungsplänen oder in Wartungssituationen, in denen eine kritische Komponente schnell ausgetauscht werden muss, kann dieser Unterschied direkt zu kürzeren Ausfallzeiten, einer schnelleren Markteinführung und einem geringeren Programmrisiko führen.
Dies macht Sandguss auch zur Standardwahl für Ersatzteile an veralteten Maschinen oder Altgeräten, bei denen keine vorhandenen Werkzeuge übrig sind. Wenn eine 30 Jahre alte Industriepresse ein Ersatzeisengehäuse benötigt, das ursprünglich von einem Unternehmen hergestellt wurde, das nicht mehr existiert, ermöglicht Sandguss die Erstellung eines neuen Modells aus einer technischen Zeichnung oder einem physischen Muster und die Reproduktion des Teils zu angemessenen Kosten. Eine Druckgussform für ein einzelnes Ersatzteil nachzubauen wäre wirtschaftlich absurd.
Bestimmte Branchen, in denen Sandguss besser abschneidet als Druckguss
Wenn Sie verstehen, welche Branchen auf Sandguss gegenüber Druckguss setzen, können Sie klären, wo sich die tatsächlichen Vorteile konzentrieren. Diese Branchen entscheiden sich immer wieder für Sandguss, da ihre technischen und kommerziellen Anforderungen mit der Leistungsfähigkeit des Verfahrens übereinstimmen.
Öl- und Gasausrüstung
Ventilkörper, Pumpengehäuse, Verteiler und Bohrlochkopfkomponenten erfordern Stahl oder Sphäroguss, müssen extremen Drücken standhalten und werden oft in kleinen Mengen für bestimmte Anwendungen hergestellt. Sandguss bietet die Materialkompatibilität, interne Geometriefähigkeit und mechanische Integrität, die diese Anwendungen erfordern. Druckguss kann hier nicht mithalten.
Bergbau und Schwermaschinen
Brechbacken, Schaufelzähne, Verschleißplatten und Strukturkomponenten für Bergbaumaschinen werden aus Manganstahl, Chromeisen und anderen harten Eisenlegierungen hergestellt, die durch Druckguss nicht verarbeitet werden können. Teile in diesem Sektor wiegen routinemäßig Hunderte von Pfund – weit über die Kapazität einer Druckgussmaschine hinaus. Sandguss ist die einzig praktikable Herstellungsmethode.
Stromerzeugung
Turbinengehäuse, Laufradgehäuse und Generatorendglocken aus Edelstahl oder Nickellegierungen für Kraftwerke und Industrieturbinen werden überwiegend im Sandgussverfahren hergestellt. Die Kombination aus Materialbedarf, Teilegröße und geringen jährlichen Produktionsmengen macht Druckguss für diese Anwendungen wirtschaftlich und technisch unmöglich.
Prototyping für Luft- und Raumfahrt und Verteidigung
Selbst in einem Sektor, in dem Präzision von größter Bedeutung ist, wird Sandguss häufig für die Entwicklung von Prototypen und Strukturteilen in kleinen Stückzahlen eingesetzt. Die Fähigkeit, schnell zu iterieren, Luft- und Raumfahrtlegierungen zu verwenden und Teile herzustellen, die vollständig wärmebehandelt und mechanisch getestet werden können, macht Sandguss zu einem Standardwerkzeug in Gussprogrammen für die Luft- und Raumfahrt, bevor teurere Herstellungsverfahren erforderlich sind.
Marine und Schiffbau
Schiffspropeller, Ruderrahmen und Strukturbauteile für Seeschiffe sind oft riesig und bestehen aus korrosionsbeständiger Bronze, Nickel-Aluminium-Bronze oder Edelstahl. Sandguss ist das einzige Verfahren, das diesen Anforderungen gerecht wird und seit Jahrhunderten das Standardverfahren für die Herstellung von Schiffskomponenten.
Wenn Druckguss tatsächlich die bessere Wahl ist
Um eine vollständige Antwort zu erhalten, muss man anerkennen, wo der Druckguss wirklich gewinnt. Druckguss ist dem Sandguss in drei genau definierten Szenarien überlegen:
- Großserienfertigung kleiner Nichteisenteile: Bei der Produktion Hunderttausender Aluminium-, Zink- oder Magnesiumteile pro Jahr ist die Wirtschaftlichkeit pro Einheit beim Druckguss unschlagbar. Klassische Beispiele hierfür sind Autotürgriffe, Elektronikgehäuse und Kleingerätegehäuse.
- Oberflächenbeschaffenheit und Maßhaltigkeit: Beim Druckguss entstehen endkonturnahe oder endkonturnahe Teile mit Oberflächengüten von 32–63 Ra Mikrozoll und Maßtoleranzen, die oft keine Nachbearbeitung erfordern. Sandguss erzeugt typischerweise rauere Oberflächen (125–500 Ra Mikrozoll) und erfordert mehr Bearbeitung, um enge Toleranzen einzuhalten.
- Dünnwandige Leichtbaustrukturen: Wenn das Design Wände mit einer Dicke von weniger als 3 mm erfordert, die dennoch strukturelle Integrität benötigen, gewährleistet die Hochdruckeinspritzung im Druckguss eine vollständige Füllung. Beim Schwerkraft-Sandguss kann es schwierig sein, extrem dünne Abschnitte zuverlässig zu füllen.
Die Anerkennung dieser Vorteile macht den Vergleich ehrlich. Druckguss ist kein minderwertiger Prozess – es ist ein Prozess, der für bestimmte Bedingungen optimiert ist. Wenn diese Bedingungen nicht erfüllt sind, ist Sandguss in den meisten verbleibenden Szenarien die bessere Lösung.
Umwelt- und betriebliche Überlegungen
Sandguss hat einen oft übersehenen Nachhaltigkeitsvorteil: Sand ist recycelbar. Moderne Gießereien gewinnen und verwenden sie wieder 90 % oder mehr ihres Formsandes durch thermische oder mechanische Rückgewinnungssysteme. Beim Druckguss werden zwar nicht in gleicher Weise verbrauchbare Werkzeugmaterialien verwendet, der Energieaufwand für die Wartung von Druckgussmaschinen – große hydraulische Pressen, temperaturgesteuerte Formen und Hochdruck-Einspritzsysteme – ist jedoch beträchtlich.
Auch die Ausschussquoten im Druckguss spielen eine Rolle. Da das in die Form eingespritzte Metall auch Angusskanäle, Überläufe und Kekse (die Metallscheibe der Schusskammer) füllt, können die Ausschussraten beim Druckguss steigen 20–40 % des gesamten Metallverbrauchs auf einen typischen Teil, obwohl ein Großteil davon recycelbar ist. Die Ausschussquoten beim Sandguss, insbesondere bei Eisen, sind in absoluten Zahlen pro gelieferter Metalleinheit oft niedriger, wenn die Teile groß sind.
Aus betrieblicher Sicht sind Sandgussgießereien weltweit an mehr geografischen Standorten erreichbar. Für den Druckguss sind Präzisionswerkzeugmaschinen für die Druckgussherstellung und große Gießmaschinen erforderlich, die erhebliche Kapitalinvestitionen erfordern. Für Hersteller in Entwicklungsmärkten oder für die Beschaffung in der regionalen Lieferkette stehen Sandguss-Gießereikapazitäten weitaus breiter zur Verfügung, was die Logistikkosten und das Lieferkettenrisiko senkt.
Zusammenfassung: Sandguss dem Druckguss vorziehen
Auf die Frage, ob Sandguss besser ist als Druckguss, gibt es keine allgemeingültige Antwort – wohl aber eine eindeutige Antwort für die meisten Gussanwendungen in der industriellen und technischen Praxis. Sandguss ist die bessere Wahl, wenn:
- Bei typischen Teilegrößen liegen die Produktionsmengen unter 10.000–25.000 Teilen pro Jahr
- Das erforderliche Material ist Eisen, Stahl, Edelstahl, Kupferlegierung oder ein beliebiges Eisenmetall
- Die Teilegröße oder das Gewicht übersteigt die physikalische Kapazität von Druckgussmaschinen
- Design-Iterationen sind wahrscheinlich und die Kosten für Werkzeugänderungen müssen niedrig gehalten werden
- Innengeometrie, Kerne oder komplexe Passagen sind erforderlich
- Für volle mechanische Eigenschaften ist eine Wärmebehandlung des endgültigen Gussstücks erforderlich
- Eine schnelle Lieferung erster Artikel oder Prototypen steht im Vordergrund
- Ersatzteile für ältere oder kundenspezifische Geräte müssen reproduziert werden
Druckguss verdient seinen Platz in der großvolumigen Konsumgüter- und Automobilfertigung, wo Aluminium- und Zinkteile schnell, mit hervorragender Oberflächengüte und zu möglichst geringen Stückkosten hergestellt werden müssen. Aber Sandguss deckt ein weitaus breiteres Spektrum technischer Anforderungen ab, verarbeitet eine größere Vielfalt an Materialien, lässt sich von einzelnen Prototypen bis hin zu Tausenden von Teilen skalieren und bleibt auch in Szenarien kosteneffizient, in denen die Wirtschaftlichkeit des Druckgusses einfach nicht funktioniert. Für jeden Ingenieur oder Beschaffungsexperten, der Gussverfahrensoptionen bewertet, sollte Sandguss der Ausgangspunkt sein – und die Begründungslast sollte darin liegen, davon abzuweichen, und nicht darin, sich dafür zu entscheiden.