Heim / Nachricht / Branchennachrichten / Was sind die beiden grundlegenden Methoden des Druckgusses?
Die zwei grundlegenden Methoden des Druckgusses: Heißkammer und Kaltkammer
Die beiden grundlegenden Methoden des Druckgusses sind Warmkammer-Druckguss und Kaltkammer-Druckguss . Diese beiden Verfahren haben das gleiche grundlegende Ziel – geschmolzenes Metall unter hohem Druck in eine gehärtete Stahlform zu drücken, um präzise, wiederholbare Teile herzustellen –, unterscheiden sich jedoch erheblich in der Art und Weise, wie das Metall geschmolzen, gehandhabt und eingespritzt wird. Die Wahl der falschen Methode für Ihre Legierung oder Teilegeometrie kann zu schlechter Füllung, übermäßiger Porosität, vorzeitigem Formverschleiß und kostspieligen Ausschussraten führen. Das Verständnis der Unterschiede zwischen diesen beiden Methoden ist der Ausgangspunkt für jede ernsthafte Druckgussentscheidung.
In der heißen Kammer Druckguss Dabei wird der Einspritzmechanismus direkt in das Bad aus geschmolzenem Metall eingetaucht. Die Maschine zieht automatisch Metall in den Zylinder und spritzt es in einem kontinuierlichen, schnellen Zyklus in die Matrize ein. Beim Kaltkammer-Druckguss wird das Metall in einem separaten Ofen geschmolzen und dann vor jedem Einspritzzyklus manuell oder automatisch in eine Gießkammer geschöpft. Für jede Methode gibt es bestimmte Legierungen, mit denen sie gut zurechtkommt, bestimmte Druckbereiche, in denen sie arbeitet, und bestimmte Produktionsmengen, bei denen sie wirtschaftlich sinnvoll ist.
Warmkammer-Druckguss: So funktioniert der Prozess
Beim Heißkammer-Druckguss – manchmal auch Schwanenhalsguss genannt – bleibt das Einspritzsystem dauerhaft in einem Topf mit geschmolzenem Metall eingetaucht. Die Kernkomponenten sind ein schwanenhalsförmiger Metallkanal, ein Kolben und eine Düse, die direkt an der Matrize anliegt. Wenn der Kolben zurückgezogen wird, fließt geschmolzenes Metall durch eine Öffnung in den Schwanenhals. Wenn der Kolben vorgeschoben wird, dichtet er die Öffnung ab und drückt das Metall durch die Düse und in den Formhohlraum bei Drücken, die typischerweise zwischen 1.000 bis 5.000 psi (7 bis 35 MPa) .
Da das Metall zwischen den Schüssen nie das erhitzte System verlässt, ist der Zyklus extrem schnell. Heißkammermaschinen erreichen dies routinemäßig 400 bis 900 Zyklen pro Stunde B. für Kleinteile, wodurch sie sich gut für die Massenproduktion von Komponenten wie elektrischen Anschlüssen, Vergasergehäusen, Schlossbeschlägen und Spielzeugteilen eignen. Der Wegfall des separaten Schöpfvorgangs reduziert sowohl die Zykluszeit als auch das Risiko von Temperaturschwankungen zwischen den Schüssen.
Legierungen, die mit dem Warmkammerguss kompatibel sind
Der Warmkammer-Druckguss ist auf Legierungen mit niedrigem Schmelzpunkt beschränkt, die die Eisen- und Stahlkomponenten des Einspritzsystems nicht angreifen oder auflösen. Die gängigsten Materialien sind:
- Zinklegierungen (Zamak 2, 3, 5, 7) – mit Abstand am häufigsten verwendet, mit Schmelzpunkten um 380–420 °C
- Magnesiumlegierungen (AZ91D, AM60) – werden zunehmend in Heißkammersystemen mit speziellen Maschinenkonstruktionen verwendet
- Blei- und Zinnlegierungen – werden in speziellen Kleinserienanwendungen verwendet
Aluminium, Kupfer und Messing können in Warmkammermaschinen nicht verarbeitet werden. Ihre höheren Schmelztemperaturen – Aluminium schmilzt bei etwa 660 °C, Messing bei etwa 900 °C – würden die eisenbasierten Komponenten des Schwanenhalses und des Kolbens schnell auflösen, was die Maschine zerstören und die Schmelze innerhalb weniger Stunden nach dem Betrieb verunreinigen würde.
Maschinentonnage und Teilegröße im Heißkammerbetrieb
Warmkammermaschinen gibt es grundsätzlich in Schließkräften von unter 5 Tonnen bis ca. 900 Tonnen , obwohl der Großteil der Warmkammerarbeiten auf Maschinen im Bereich von 5 bis 400 Tonnen durchgeführt wird. Die Teilegewichte für Zinkgussteile liegen typischerweise zwischen einigen Gramm und etwa 2 kg, bei größeren Maschinen sind jedoch auch schwerere Teile möglich. Die mit Zink erreichbaren dünnen Wände – bei Präzisionswerkzeugen routinemäßig bis zu 0,5 mm – machen den Warmkammerguss zum bevorzugten Verfahren für miniaturisierte, detaillierte Komponenten.
Kaltkammer-Druckguss: So funktioniert der Prozess
Der Kaltkammer-Druckguss trennt den Schmelzofen vollständig vom Einspritzsystem. Das Metall wird in einem externen Warmhalteofen geschmolzen und dann – mit einer manuellen Pfanne, einer automatischen Pfanne oder einer elektromagnetischen Pumpe – in eine horizontale oder vertikale Gießkammer überführt. Sobald sich das richtige Metallvolumen in der Hülse befindet, fährt der Einspritzkolben vor und drückt das Metall mit Drücken, die wesentlich höher sind als bei Heißkammergeräten, in die Matrize: typischerweise 2.000 bis 20.000 psi (14 bis 140 MPa) , wobei einige Hochdruckoperationen diesen Bereich für dünnwandige Aluminiumteile überschreiten.
Durch die Trennung des Ofens von der Maschine sind die Einspritzkomponenten nicht ständig der Metallschmelze ausgesetzt. Sie werden nur während des kurzen Moments des Schusses freigelegt, was die Verwendung von Metallen ermöglicht, die ein heißes Kammersystem zerstören würden. Der Nachteil ist eine langsamere Zykluszeit – die meisten Kühlkammervorgänge laufen mit dieser Zeit 30 bis 150 Schüsse pro Stunde Abhängig vom Teilegewicht, der Wandstärke und der Legierung – und zusätzlichen Prozessschritten, die zu Temperaturschwankungen führen können, wenn sie nicht sorgfältig kontrolliert werden.
Legierungen, die im Kaltkammer-Druckguss verwendet werden
Kaltkammer-Druckguss verarbeitet eine breite Palette von Legierungen mit höheren Schmelztemperaturen, darunter:
- Aluminiumlegierungen (A380, A383, A360, ADC12) – das dominierende Material bei der Kaltkammerarbeit, das in der Automobil-, Luft- und Raumfahrtindustrie sowie in der Unterhaltungselektronik verwendet wird
- Kupferlegierungen und Messing – Wird für Sanitärkomponenten, elektrische Steckverbinder und Schiffszubehör verwendet, bei denen es auf Korrosionsbeständigkeit und Festigkeit ankommt
- Magnesiumlegierungen (AZ91D, AM50) – immer häufiger in Kaltkammern für große Strukturteile, obwohl Magnesium auch in Heißkammersystemen verarbeitet werden kann
- Siliziumtombak und Speziallegierungen auf Kupferbasis – Wird in Nischenpräzisionsanwendungen verwendet
Die Aluminiumlegierung A380 ist die weltweit am häufigsten verwendete Druckgusslegierung und wird nahezu vollständig in Kaltkammermaschinen verarbeitet. Es bietet eine hervorragende Kombination aus Gießbarkeit, mechanischer Festigkeit (Zugfestigkeit von ca. 317 MPa), Korrosionsbeständigkeit und Kosten, weshalb es bei Strukturguss, Kühlkörpern und Motorgehäusen in der Automobilindustrie dominiert.
Maschinentonnage und Teileskala
Kaltkammermaschinen sind wesentlich größer dimensioniert als Heißkammergeräte. Spannkräfte liegen im Bereich von ca 150 Tonnen bis 6.000 Tonnen oder mehr für die Mega-Casting-Maschinen, die heute in Gigacasting-Anwendungen im Automobilbereich eingesetzt werden. Eine 4.000 Tonnen schwere Kaltkammerpresse eines Automobilherstellers kann in einem einzigen Schuss einen kompletten hinteren Unterbodenabschnitt eines Fahrzeugs herstellen – ein einziges Aluminiumgussteil, das über 70 gestanzte und geschweißte Stahlteile ersetzt. Tesla hat diesen Ansatz mit seiner Giga-Press-Technologie populär gemacht und der Ansatz wurde seitdem von mehreren OEMs weltweit übernommen.
Direkter Vergleich: Heißkammer- vs. Kaltkammer-Druckguss
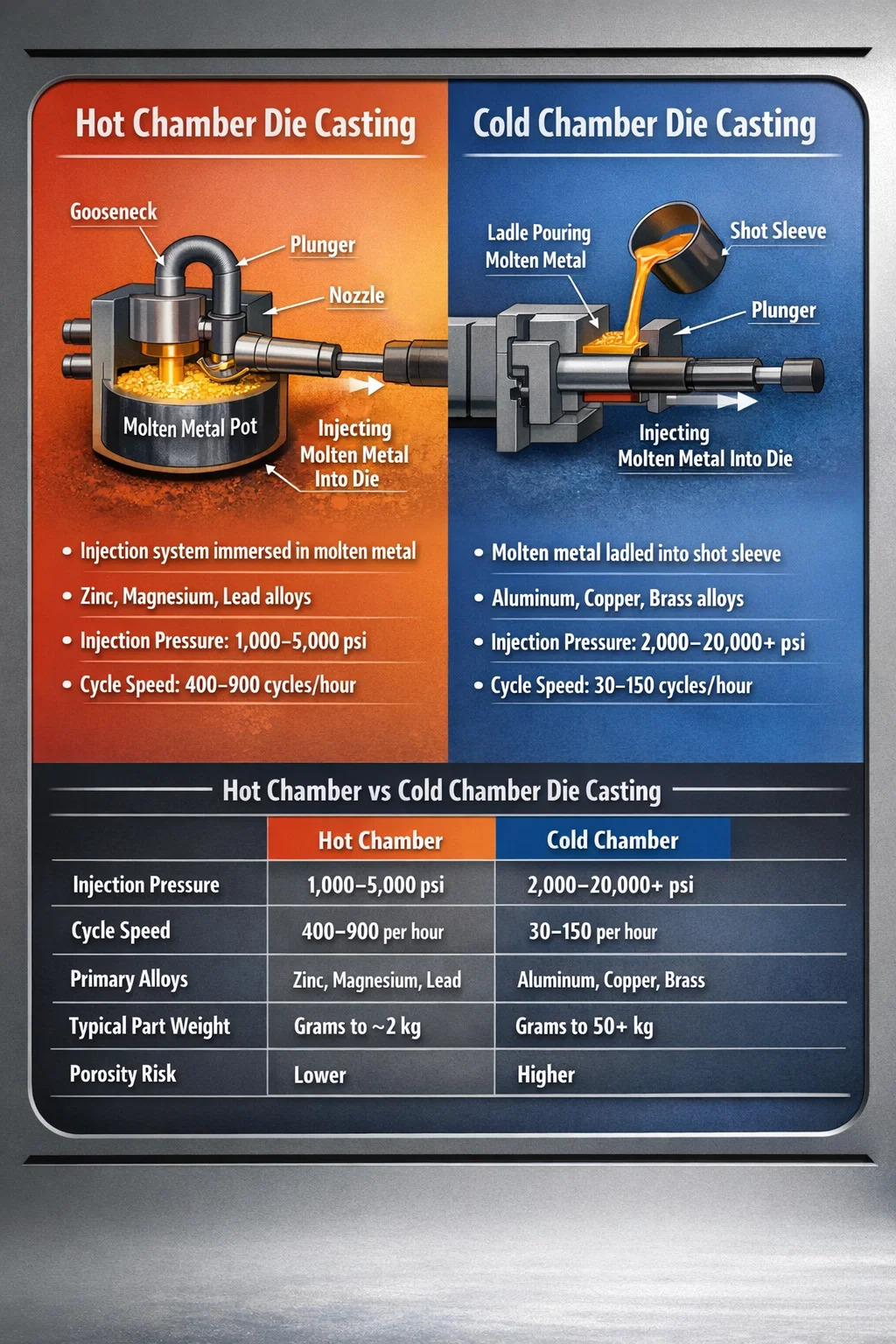
Die folgende Tabelle fasst die entscheidenden Unterschiede zwischen den beiden Druckgussverfahren hinsichtlich der Parameter zusammen, die bei der Produktionsplanung am wichtigsten sind:
| Parameter | Heiße Kammer | Kalte Kammer |
|---|---|---|
| Einspritzdruck | 1.000–5.000 psi | 2.000–20.000 psi |
| Zyklusgeschwindigkeit | 400–900 Zyklen/Stunde | 30–150 Zyklen/Stunde |
| Primärlegierungen | Zink, Magnesium, Blei | Aluminium, Kupfer, Messing, Magnesium |
| Maschinentonnagebereich | 5–900 Tonnen | 150–6.000 Tonnen |
| Metalltemperatureinwirkung auf die Maschine | Kontinuierlich | Nur pro Schuss |
| Typisches Teilegewicht | Gramm bis ~2 kg | Gramm bis 50 kg |
| Porositätsrisiko | Niedriger (weniger Lufteinschlüsse) | Höher (erfordert eine sorgfältige Kontrolle des Schussprofils) |
| Werkzeugkosten | Niedriger bis mäßig | Mäßig bis hoch |
Überlegungen zum Werkzeugdesign, die sich zwischen den beiden Methoden unterscheiden
Die Matrize selbst – die Form aus gehärtetem H13-Werkzeugstahl, in die geschmolzenes Metall gepresst wird – ist in beiden Verfahren konzeptionell ähnlich, die technischen Anforderungen unterscheiden sich jedoch je nach den beteiligten Drücken und den angewendeten thermischen Belastungen.
Tordesign und Laufsysteme
In der heißen Kammer dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 bis 50 m/s .
Kaltkammerformen für Aluminium erfordern eine sorgfältige Angussgeometrie, um die höhere Viskosität von Aluminium bei Gießtemperatur und das Risiko einer vorzeitigen Erstarrung beim Füllen zu bewältigen. Anschnittgeschwindigkeiten für Aluminium werden typischerweise angestrebt 40 bis 60 m/s , und das Schussprofil – langsame Phase, schnelle Phase und Verstärkungsdruck – muss genau programmiert werden, um turbulente Füllung zu vermeiden, die der Hauptgrund für die Porosität in Aluminiumgussteilen ist.
Wärmemanagement und Werkzeuglebensdauer
Beide Arten von Gussformen sind auf interne Wasser- oder Ölkühlkanäle angewiesen, um die Wärme zu verwalten. Kaltkammer-Aluminiumgussformen unterliegen jedoch einem höheren Temperaturschock aufgrund des größeren Temperaturunterschieds zwischen der Aluminiumschmelze (~680 °C beim Gießen) und der Oberflächentemperatur der Gussform (normalerweise bei 180–260 °C gehalten). Diese thermischen Wechselwirkungen sind der Hauptgrund für die Hitzerissbildung – das Netzwerk feiner Oberflächenrisse, das schließlich die Oberflächenqualität des Chips beeinträchtigt. Kaltkammer-H13-Matrizen für Aluminium haben typischerweise eine Lebensdauer von 100.000 bis 300.000 Schüsse , während Zinkmatrizen in der Heißkammer laufen können 1 Million Schüsse oder mehr bevor erhebliche Nacharbeiten erforderlich sind.
Porosität: Die größte Qualitätsherausforderung bei beiden Methoden
Porosität – Hohlräume im Gussstück, die durch eingeschlossenes Gas oder Schrumpfung verursacht werden – ist unabhängig von der verwendeten Methode das Hauptfehlerproblem beim Druckguss. Die Ursachen und Lösungen unterscheiden sich jedoch zwischen Heiß- und Kaltkammerverfahren.
In der heißen Kammer die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Beim Kaltkammer-Druckguss ist die offene Gießkammer die Hauptquelle für Lufteinschlüsse. Während der Kolben vorgeschoben wird, muss er einen in der Hülse enthaltenen Luftstoß vor das Metall schieben. Richtige Geschwindigkeit bei langsamem Schuss – normalerweise 0,1 bis 0,5 m/s Während der ersten Phase bildet sich eine Welle aus Metall, die die Luft zu den Überlaufschächten und Entlüftungsöffnungen drückt, bevor die schnelle Injektion beginnt. Wird dieser Übergangspunkt auch nur um ein paar Millimeter Kolbenweg falsch gewählt, kann dies zu einer um 10 bis 20 % höheren Porosität im fertigen Teil führen. Durch vakuumunterstütztes Druckgießen, bei dem der Formhohlraum und die Gießkammer vor dem Einspritzen evakuiert werden, kann die Porosität in Kaltkammer-Aluminiumteilen auf ein Niveau reduziert werden, das eine Wärmebehandlung und strukturelles Schweißen ermöglicht – Möglichkeiten, die mit konventionell gegossenen Aluminium-Druckgussteilen nicht möglich sind.
Wann sollte man sich für Warmkammer-Druckguss entscheiden?
Wenn folgende Bedingungen zutreffen, ist Warmkammer-Druckguss die richtige Wahl:
- Das Teilmaterial ist Zink, Magnesium oder eine andere Legierung mit niedrigem Schmelzpunkt, die mit dem Schwanenhalssystem kompatibel ist
- Die Produktionsmengen sind hoch – im Allgemeinen über 50.000 bis 100.000 Teile pro Jahr, um Werkzeuginvestitionen zu rechtfertigen
- Das Teilegewicht ist relativ gering und liegt bei Zink typischerweise unter 1 bis 2 kg
- Maßgenauigkeit ist entscheidend – beim Zinkdruckguss werden bei kritischen Merkmalen ohne Nachbearbeitung routinemäßig Toleranzen von ±0,05 mm erreicht
- Es sind dünne Wände erforderlich – Zink kann mit optimierten Werkzeugen auf Wandstärken unter 0,5 mm gegossen werden
- Die Qualität der Oberflächenbeschaffenheit hat Priorität – Zinkgussteile verfügen über eine hervorragende Gussoberfläche, die ohne umfangreiche Vorbereitung direkt plattiert oder lackiert werden kann
Zu den gängigen Branchen, in denen Warmkammer-Druckguss zum Einsatz kommt, gehören die Unterhaltungselektronik (Steckverbinder, Halterungen, Scharniere), die Automobilindustrie (Schlosskörper, Kraftstoffsystemkomponenten, Sensorgehäuse), Eisenwaren (Türgriffe, Möbelbeschläge) sowie Spielzeug und Neuheiten.
Wann sollte man sich für Kaltkammer-Druckguss entscheiden?
Kaltkammer-Druckguss ist das geeignete Verfahren, wenn:
- Bei der Legierung handelt es sich um Aluminium, Kupfer, Messing oder ein Material mit hohem Schmelzpunkt, das mit Heißkammergeräten nicht kompatibel ist
- Teilegröße und -gewicht überschreiten die praktischen Grenzen von Heißkammergeräten
- Strukturelle Leistung ist erforderlich – Aluminiumdruckguss bietet für tragende Anwendungen ein deutlich besseres Verhältnis von Festigkeit zu Gewicht als Zink
- Korrosionsbeständigkeit in rauen Umgebungen ist erforderlich – die natürliche Oxidschicht von Aluminium bietet einen Schutz, den Zinklegierungen in manchen Umgebungen ohne Beschichtung nicht bieten können
- Die Anwendung findet in Automobilantriebssträngen, Halterungen für die Luft- und Raumfahrt oder Industrieanlagen statt, wo die Kombination aus geringem Gewicht und struktureller Integrität die höheren Werkzeug- und Maschinenkosten rechtfertigt
Zu den wichtigsten Kaltkammer-Druckgussanwendungen gehören Getriebegehäuse für Kraftfahrzeuge, Motorblöcke, Batteriegehäuse für Elektrofahrzeuge, Computer-Server-Chassis, hydraulische Ventilgehäuse und Komponenten für Schiffsaußenbordmotoren. Allein der weltweite Markt für Aluminium-Druckguss wurde mit über 2,5 Millionen Dollar bewertet 50 Milliarden US-Dollar im Jahr 2023 Dies spiegelt die Dominanz des Kaltkammer-Aluminiumgusses in der modernen Fertigung wider.
Kostenstruktur: Werkzeuge, Maschinenzeit und Wirtschaftlichkeit pro Teil
Die Wirtschaftlichkeit des Druckgusses hängt stark von der verwendeten Methode ab, da beide Verfahren sehr unterschiedliche Kostenprofile aufweisen.
Werkzeugkosten
Druckgusswerkzeuge sind unabhängig von der Methode teuer, da die Formen Millionen von Druckzyklen in einer abrasiven, thermisch anspruchsvollen Umgebung standhalten müssen. Warmkammer-Zinkgesenke für mäßig komplexe Teile kosten in der Regel zwischen 15.000 $ und 80.000 $ . Kaltkammer-Aluminiumformen kosten bei vergleichbarer Komplexität oft mehr 30.000 bis 150.000 US-Dollar oder mehr — denn die höheren Einspritzdrücke erfordern eine robustere Werkzeugkonstruktion und eine aufwändigere Kühlkreislauftechnik. Es können große strukturelle Kaltkammerwerkzeuge für Automobilanwendungen betrieben werden 500.000 $ oder mehr .
Kosten pro Teil und Break-Even-Volumen
Da beim Druckguss hohe Fixkosten (Werkzeuge, Einrichtung) und relativ niedrige variable Kosten pro Teil (Metall, Maschinenzeit, Arbeit) anfallen, sind beide Methoden bei großen Stückzahlen am wirtschaftlichsten. Der Break-Even-Punkt – an dem Druckguss kostengünstiger wird als Alternativen wie Sandguss, Feinguss oder die Bearbeitung aus Knüppeln – variiert je nach Komplexität des Teils, liegt aber im Allgemeinen irgendwo dazwischen 10.000 und 50.000 Teile für Warmkammerzink und 20.000 und 100.000 Teile für Kaltkammeraluminium, abhängig von Teilegröße und Funktionskomplexität.
Die Materialkosten sind ein weiteres Unterscheidungsmerkmal. Zinklegierung (Zamak 3) kostet ungefähr 2,00–2,50 $ pro kg zu typischen Industrievertragspreisen. Die Aluminiumlegierung A380 verläuft näher 2,50–3,50 $ pro kg , aber die geringere Dichte von Aluminium (2,7 g/cm³ gegenüber 6,6 g/cm³ von Zink) bedeutet, dass bei einem gegebenen Teilvolumen ein Aluminiumguss weitaus weniger Metall verbraucht, was den Preisunterschied teilweise ausgleicht.
Neue Variationen der beiden Kerndruckgussmethoden
Während die Warmkammer und die Kaltkammer nach wie vor die beiden grundlegenden Druckgussverfahren sind, wurden mehrere Prozessvarianten entwickelt, um die jeweiligen spezifischen Einschränkungen zu berücksichtigen.
Vakuum-Druckguss
Bei der Anwendung auf beide Verfahren, aber besonders wichtig für Kaltkammeraluminium, evakuiert das Vakuumdruckgießen den Formhohlraum und die Gießkammer vor dem Einspritzen, wodurch die Gasporosität auf Werte reduziert wird, die eine T5- und T6-Wärmebehandlung ermöglichen. Dadurch sind strukturelle Aluminiumgussteile schweißbar und für sicherheitskritische Anwendungen wie Crashstrukturen und Aufhängungskomponenten im Automobilbereich geeignet. Vakuumunterstützte Kühlkammermaschinen erhöhen die Kosten und die Komplexität, können aber die Ausschussquote um ein Vielfaches senken 30 bis 50 % in porositätsempfindlichen Anwendungen.
Halbfester Druckguss (Thixocasting und Rheocasting)
Bei halbfesten Metallgussverfahren – Thixocasting und Rheocasting – wird Metall in einem halbfesten, schlammartigen Zustand und nicht vollständig geschmolzen eingespritzt. Dadurch wird die Porosität drastisch reduziert, da das Metall gelöstes Gas nicht wie vollständig flüssiges Metall transportiert und das nicht turbulente Füllmuster weitaus weniger Luft einschließt. Halbfeste Prozesse basieren auf Kaltkammer-Maschinenplattformen, verwenden jedoch modifizierte Schussprofile und eine spezielle Knüppelvorbereitung. Das Ergebnis sind Gussteile mit mechanischen Eigenschaften, die denen von Schmiedeteilen nahe kommen. Teile aus Rheocast-Aluminium A356 erreichen höhere Zugfestigkeiten 310 MPa bei einer Dehnung von 10 % oder mehr – deutlich besser als herkömmliche Kaltkammer-A380-Gussteile.
Squeeze-Casting
Squeeze Casting – manchmal als dritte Druckgusskategorie klassifiziert – kombiniert Druckguss- und Schmiedeprinzipien. Metall wird in eine offene Matrize gegossen, dann übt ein Stempel Druck aus 50 bis 150 MPa wenn sich das Metall verfestigt, wodurch die Schrumpfporosität vollständig beseitigt wird. Das Verfahren verwendet Kaltkammer-Maschinenplattformen und produziert Teile mit nahezu keiner Porosität und hervorragenden mechanischen Eigenschaften, ist jedoch langsamer und teurer als herkömmliches Kaltkammergießen. Es wird für Luft- und Raumfahrtkomponenten, Automobilbremssättel und andere hochbeanspruchte Anwendungen verwendet.
So wählen Sie das richtige Druckgussverfahren für Ihr Teil aus
Die Auswahl des richtigen Druckgussverfahrens beginnt bei der Legierung, da diese bei den meisten Konstruktionen nicht verhandelbar ist. Wenn die technischen Anforderungen Aluminium erfordern – wegen Gewicht, Festigkeit oder thermischer Leistung – ist die Kaltkammer die einzig praktikable Option beim Druckguss. Wenn Zink aufgrund seiner Präzision, Dünnwandfähigkeit und Beschichtungskompatibilität akzeptabel oder bevorzugt ist, ist die Warmkammer die schnellere und kostengünstigere Lösung.
Nach der Legierungsauswahl helfen folgende Fragen, die Entscheidung einzugrenzen:
- Wie hoch ist das Jahresvolumen? Beide Methoden erfordern Volumen, um wirtschaftlich zu sein, aber Kaltkammer-Aluminium erfordert mehr Volumen, um höhere Werkzeugkosten auszugleichen.
- Wie hoch ist das Teilgewicht und das voraussichtliche Schussgewicht? Anteile über 2 kg an Zink sind ungewöhnlich; Teile über 5 kg aus Aluminium erfordern möglicherweise sehr große Kühlkammermaschinen.
- Sind porositätsempfindliche Merkmale vorhanden? Druckdichte Hydraulikkanäle oder Strukturknoten, die geschweißt werden sollen, erfordern eine vakuumunterstützte Kaltkammer- oder Halbfestbearbeitung.
- Welche Oberflächenbeschaffenheit ist erforderlich? Warmkammergussteile aus Zink können direkt galvanisiert werden. Kaltkammergussteile aus Aluminium werden typischerweise pulverbeschichtet, eloxiert oder blank gelassen.
- Wie ist die Betriebsumgebung? Erhöhte Temperaturen über 150 °C machen Zinklegierungen aufgrund von Festigkeitsverlust ungeeignet; Aluminium hält je nach Legierung bis zu 200–250 °C gut.
Die Klärung dieser Fragen mit einer Druckgusserei während der Entwurfsphase – bevor die Werkzeuge festgelegt werden – ist der zuverlässigste Weg, zum richtigen Prozess für Ihre Anwendung zu gelangen. Mithilfe einer Design-for-Manufacturing-Prüfung (DFM) durch einen erfahrenen Druckgussingenieur können Entformungswinkel, Wanddickenübergänge und Trennlinienpositionen ermittelt werden, die sich darauf auswirken, welcher Maschinentyp und welche Einspritzmethode die niedrigste Ausschussrate und die längste Werkzeuglebensdauer für Ihre spezifische Teilegeometrie liefert.