Heim / Nachricht / Branchennachrichten / Was sind einige Oberflächenfehler bei Aluminiumdruckgussteilen?
Detaillierte Erklärung der gemeinsamen Oberfläche Mängel in Aluminiumdruckgussteile
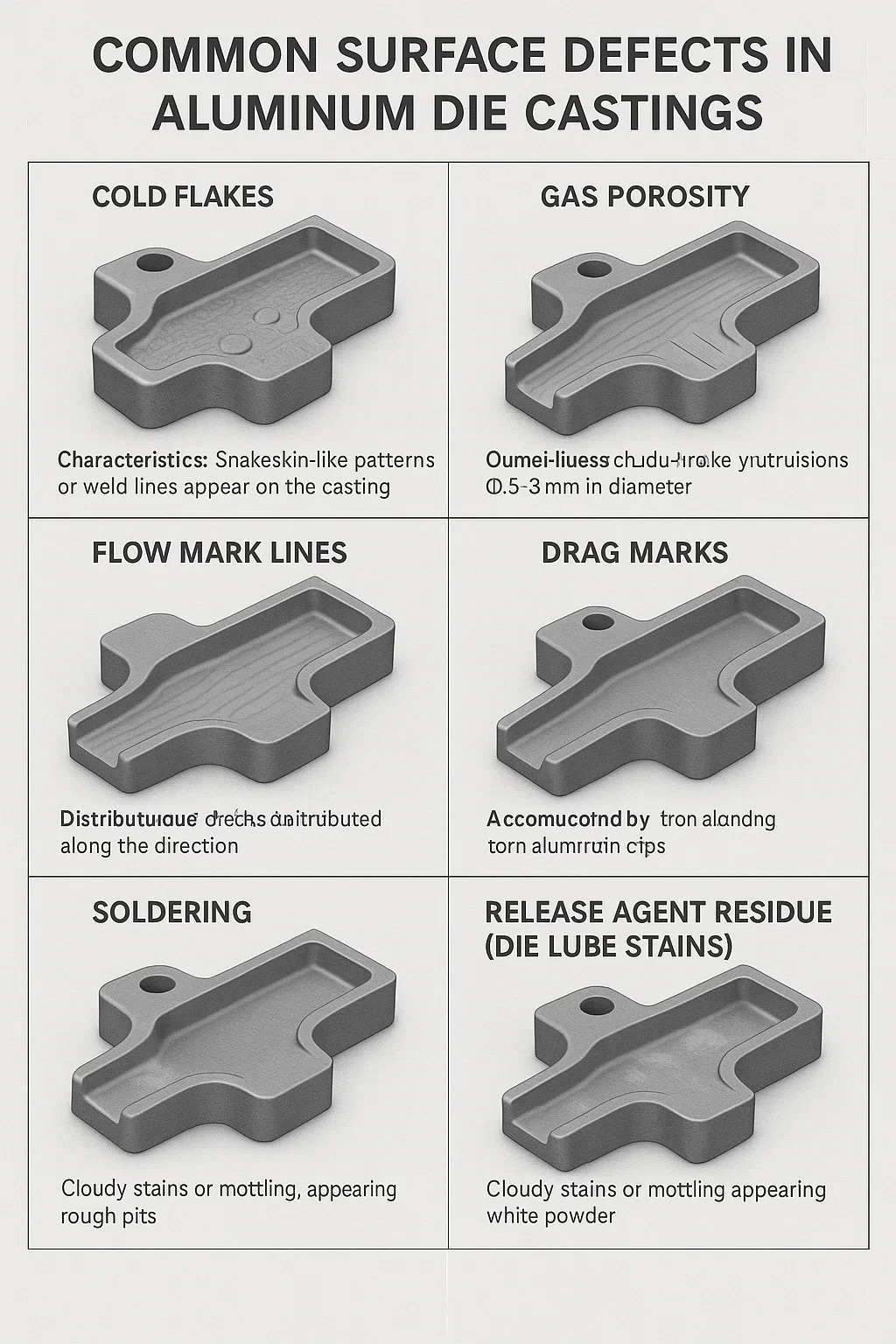
1. Kalte Flocken
Eigenschaften: Auf der Gussoberfläche erscheinen schlangenhautartige Muster oder Schweißlinien und die Oberfläche fühlt sich uneben an.
Ursache: Niedrige Temperatur des geschmolzenen Aluminiums oder langsame Einspritzgeschwindigkeit, was dazu führt, dass die beiden Aluminiumströme nicht verschmelzen.
Schäden: Starke Abnahme der strukturellen Festigkeit, insbesondere in dünnwandigen Bereichen, die anfällig für Risse sind.
2. Gasporosität
Eigenschaften: Auf der Oberfläche erscheinen glatte, blasenartige Vorsprünge (0,5–3 mm Durchmesser), die aufbrechen und Löcher freigeben.
Ursachen:
Schlechte Formentlüftung (verstopfte Auswerferstifte/Trennfläche)
Übermäßige Dampfbildung des Trennmittels
Hochrisikogebiete: Rippenwurzeln und Spitzen geschlossener Hohlräume.
3. Schleifmarken
Eigenschaften: Lange, lineare Kratzer entlang der Zugrichtung, manchmal begleitet von zerrissenen Aluminiumspänen.
Ursachen:
Unzureichender Zugwinkel (z. B. kleiner als 1°)
Kratzer oder unzureichendes Polieren auf der Formhohlraumoberfläche.
4. Flussmarkierungslinien
Eigenschaften: Wellenförmige Farbstreifen, verteilt entlang der Fließrichtung des geschmolzenen Aluminiums
Ursachen:
Unsachgemäße Torkonstruktion, die zu turbulenter Strömung führt
Aluminium-Temperaturschichtung (schnelle Oberflächenkühlung)
5. Wärmeprüfung
Eigenschaften: Ein Netzwerk von Mikrorissen, die häufig in der dick-dünnen Übergangszone auftreten
Ursachen:
Lokale Schimmelüberhitzung (ausgefallenes Kühlwassersystem)
Vorzeitiger Auswurf, unvollständige Verfestigung des Teileinneren
6. Löten
Eigenschaften: Die Gussoberfläche haftet am Formstahl und bildet raue Gruben
Ursachen:
Direkte Aluminium-Impaktion auf den Formstahl (z. B. direkte Gate-Impaktion auf den Kern)
Abrieb der Formoberflächenbeschichtung
7. Rückstände des Trennmittels (Flecken im Schmiermittel)
Eigenschaften: Trübe Flecken oder weißes Pulver, Fleckenbildung nach dem Eloxieren
Ursachen:
Schlechte Zerstäubung des Sprays, was zu einer Ansammlung in Ecken führt
Unvollständige Entfernung während des Luftblasvorgangs